Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–1
Page 4B2–1
Section 4B2
Front Final Drive, Bearing Housing & Driveshafts
ATTENTION
Before performing any Service Operation or other procedure described in this Section, refer to Section 00
Warnings, Cautions and Notes for correct workshop practices with regard to safety and/or property damage.
1 General Description............................................................................................................................... 3
1.1 Final Drive Assembly Identification......................................................................................................................5
1.2 Final Drive Maintenance........................................................................................................................................6
Maintenance............................................................................................................................................................6
Drive Shaft Bearings and Constant Velocity Joints.............................................................................................6
Differential Carrier Assembly..............................................................................................................................6
Final Drive Assembly Breather...........................................................................................................................6
Lubrication..............................................................................................................................................................7
2 Minor Service Operations .....................................................................................................................8
2.1 Checking Final Drive Lubricant Level ..................................................................................................................8
2.2 Changing/Flushing Final Drive Lubricant ............................................................................................................9
2.3 Pinion Oil Seal......................................................................................................................................................10
Replace .................................................................................................................................................................10
2.4 Driveshaft Assembly............................................................................................................................................11
Remove .................................................................................................................................................................11
Reinstall ................................................................................................................................................................13
2.5 Driveshaft Outer Constant Velocity Joint...........................................................................................................16
Remove .................................................................................................................................................................16
Reinstall ................................................................................................................................................................17
2.6 Driveshaft Inner Tripot Joint ...............................................................................................................................19
Disassemble .........................................................................................................................................................19
Inspect...................................................................................................................................................................20
Reassemble ..........................................................................................................................................................21
2.7 Bearing Housing/Final Drive Carrier Outer Oil Seal..........................................................................................23
Replace .................................................................................................................................................................23
2.8 Pinion Oil Seal......................................................................................................................................................25
Replace .................................................................................................................................................................25
2.9 Pinion Flange ........................................................................................................................................................26
Replace .................................................................................................................................................................26
3 Major Service Operations ................................................................................................................... 27
3.1 Bearing Housing Assembly.................................................................................................................................27
Remove .................................................................................................................................................................27
Disassemble .........................................................................................................................................................28
Inspect...................................................................................................................................................................30
Reassemble ..........................................................................................................................................................31
Reinstall ................................................................................................................................................................33
3.2 Front Final Drive Assembly.................................................................................................................................34
Remove .................................................................................................................................................................34
Reinstall ................................................................................................................................................................36
3.3 Removed Final Drive Assembly..........................................................................................................................39
Disassemble .........................................................................................................................................................40
Final Drive Cover..............................................................................................................................................40
Examining Gear Tooth Contact ........................................................................................................................41
Drive Pinion......................................................................................................................................................41
Differential Assembly........................................................................................................................................45
Techline
Techline

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–2
Page 4B2–2
Inspect...................................................................................................................................................................47
General Items...................................................................................................................................................47
Gears................................................................................................................................................................47
Bearing Cups....................................................................................................................................................47
Bearing Cone and Roller Assemblies...............................................................................................................47
Pinion Flange....................................................................................................................................................48
Carrier and Cover Housings.............................................................................................................................48
Differential Case...............................................................................................................................................48
Reassemble ..........................................................................................................................................................48
Differential ........................................................................................................................................................48
Drive Pinion – Shim Selection ..........................................................................................................................50
Differential Assembly – Bearing Preload and Backlash....................................................................................53
Final Drive Unit Assembly.................................................................................................................................56
4 Diagnosis.............................................................................................................................................. 59
5 Specifications....................................................................................................................................... 60
6 Torque Wrench Specifications........................................................................................................... 62
7 Special Tools........................................................................................................................................ 63
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–3
Page 4B2–3
1 General Description
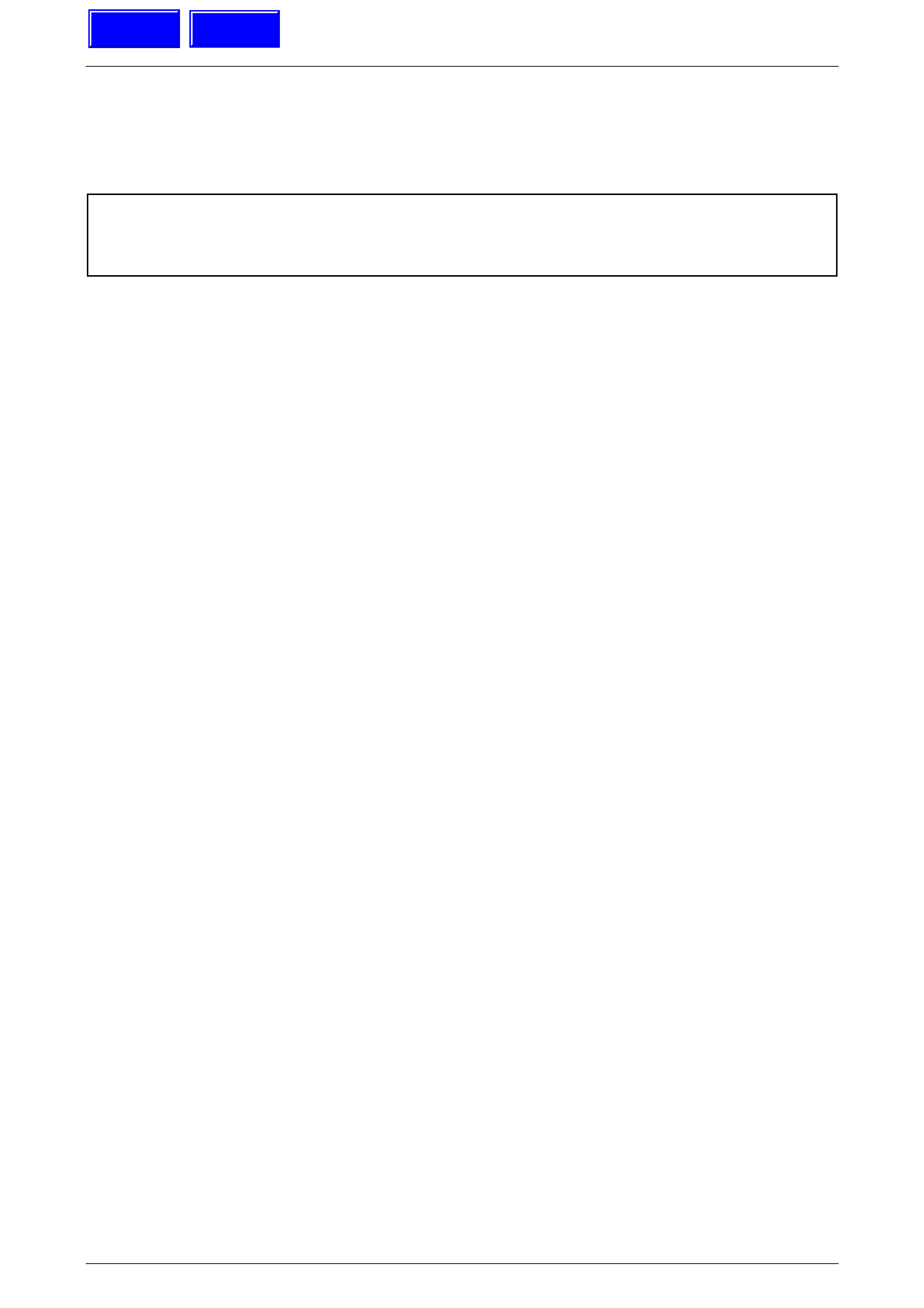
The front final drive assembly (1) is attached to the left side of the engine oil pan and a driveshaft support bearing
assembly (3) is located on the right side of the engine oil pan. An interconnecting shaft (2) passes through an integrally
cast tube in the engine oil pan, from the front drive assembly to the support bearing housing assembly. Refer to Figure
4B2-1. The interconnecting shaft is retained in the right differential axle gear by a snap ring.
The final drive assembly is a “Clam Shell” design, that is split vertically along its length and consists of two housings (1
and 4) made from ductile iron. The major housing (1) is the carrier that houses the hypoid pinion and supports the left
hand crown wheel carrier bearing. The minor half of the unit is called the cover (4), that supports the right hand crown
wheel carrier bearing. This cover is located on the carrier with a large diameter spigot and a hollow dowel to control
bearing to bearing alignment and is secured by ten bolts (6).
The hypoid drive pinion is supported in the carrier on two opposed, preloaded taper roller bearings. A pinion positioning
shim is located under the pinion head bearing cup while the bearing preload is achieved with a collapsible spacer at the
outer (small) pinion bearing. The bearings and the companion flange are retained with the pinion nut.
The differential assembly and ring gear are supported on two opposed and preloaded taper roller bearings; one in the
ca rrier and the second in the cover. The back l ash and the bearin g preload ar e controlled with shims un der the final d rive
carrier bearing cups in the carrier and the cover.
The final drive assembly is indexed to the engine oil pan by the cover seal housing, engaging with a machined recess in
the engine oil pan, while a dowel (5) near the rear mounting bolt controls the pinion nose angle. Four bolts are used to
attach the final drive assembly to the engine pan. The left driveshaft is retained in the left differential axle gear by a snap
ring on the inboard spline of the inner tripot joint.
The final drive ratio is 3.46:1 and the conventional differential assembly has two pinions, with a single, pinned pinion
shaft and two axle side gears.
Figure 4B2-1
Legend
1 Final Drive Assembly, Major Housing
2 Final Drive Assembly, Cover
3 Interconnecting Shaft
4 Driveshaft Support Bearing Assembly
5 Carrier to Cover Att aching Bolts (10 places)
6 Pinion Nose Angle Locating Dowel
7 Interc onnect i ng Shaft Snap Ring
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–4
Page 4B2–4
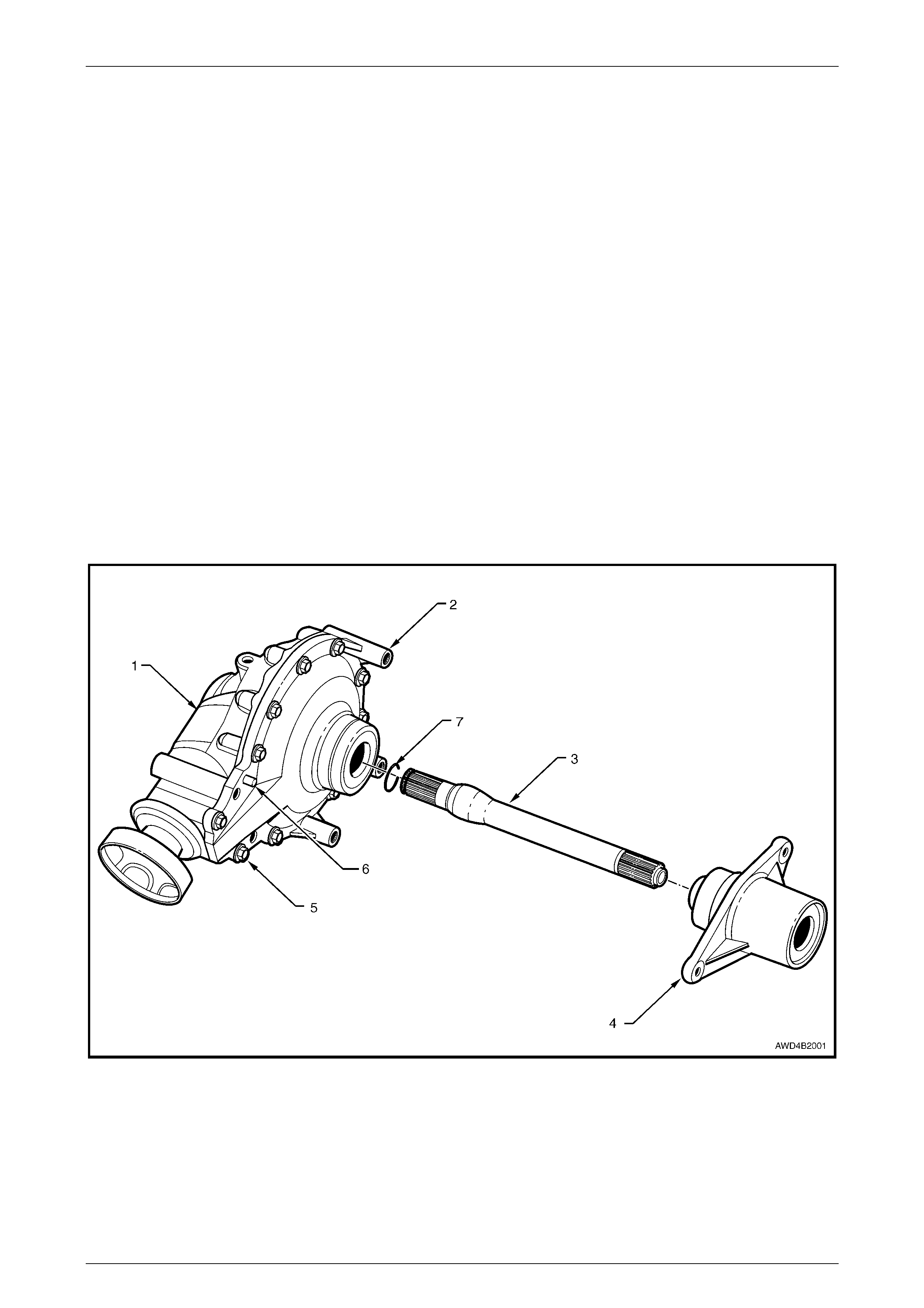
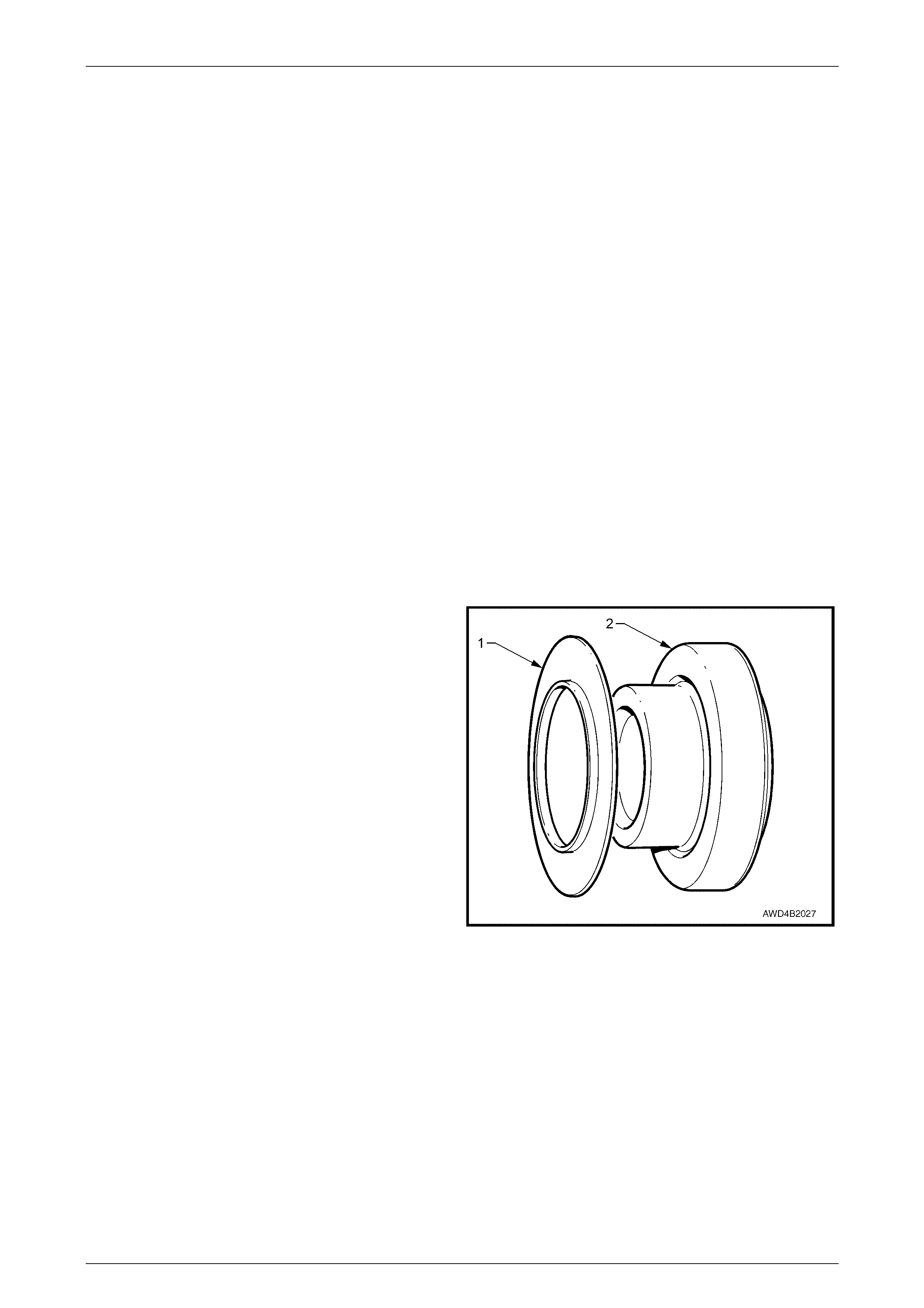
The bearing housing assembly is a one piece aluminium casting attached to the right side of the engine oil pan with three
bolts. The bearing housing assembly is fitted with a needle roller bearing (2) and a ball bearing (6) to support and locate
the connecting sleeve (5). The sleeve supports one end of the interconnecting shaft and retains the right hand driveshaft,
again by a retaining ring on the inner tripot joint spline. Both bearings are lubricated for life and require no periodic
maintenance. An oil seal (1 and 9) at each end of the bearing housing assembly, retain the lubricant.
Figure 4B2-2
Legend
1 Oil Seal – Inner
2 Needle Roller Beari ng
3 Bearing Housing
4 O-Ring Seal
5 Connecting Sleeve
6 Single Row Ball Bearing
7 Circlip – Small
8 Circlip – Large
9 Oil Seal – Outer

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–5
Page 4B2–5
1.1 Final Drive Assembly Identification
There is only one front final drive assembly available for fitment to all MY 2004 All Wheel Drive Wagon models, which
has a final drive ratio of 3.46:1 with a two pinion type, standard differential.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–6
Page 4B2–6
1.2 Final Drive Maintenance
Maintenance
Drive Shaft Bearings and Constant Velocity Joints
The drive shaft outer constant velocity joint and the inner tripot joint are lubricated for life and therefore require no
periodic maintenance.
The constant velocity joint boots are to be inspected at every maintenance service. If there is any evidence of damage to
boots, remove drive shaft and inspect constant velocity joints, refer to 2.4 Driveshaft Assembly in this Section.
Differential Carrier Assembly
Check for lubricant leaks at every maintenance service. If there is evidence of leakage, correct the leak and add lubricant
as necessary. (Refer to 2 Minor Service Operations in this Section).
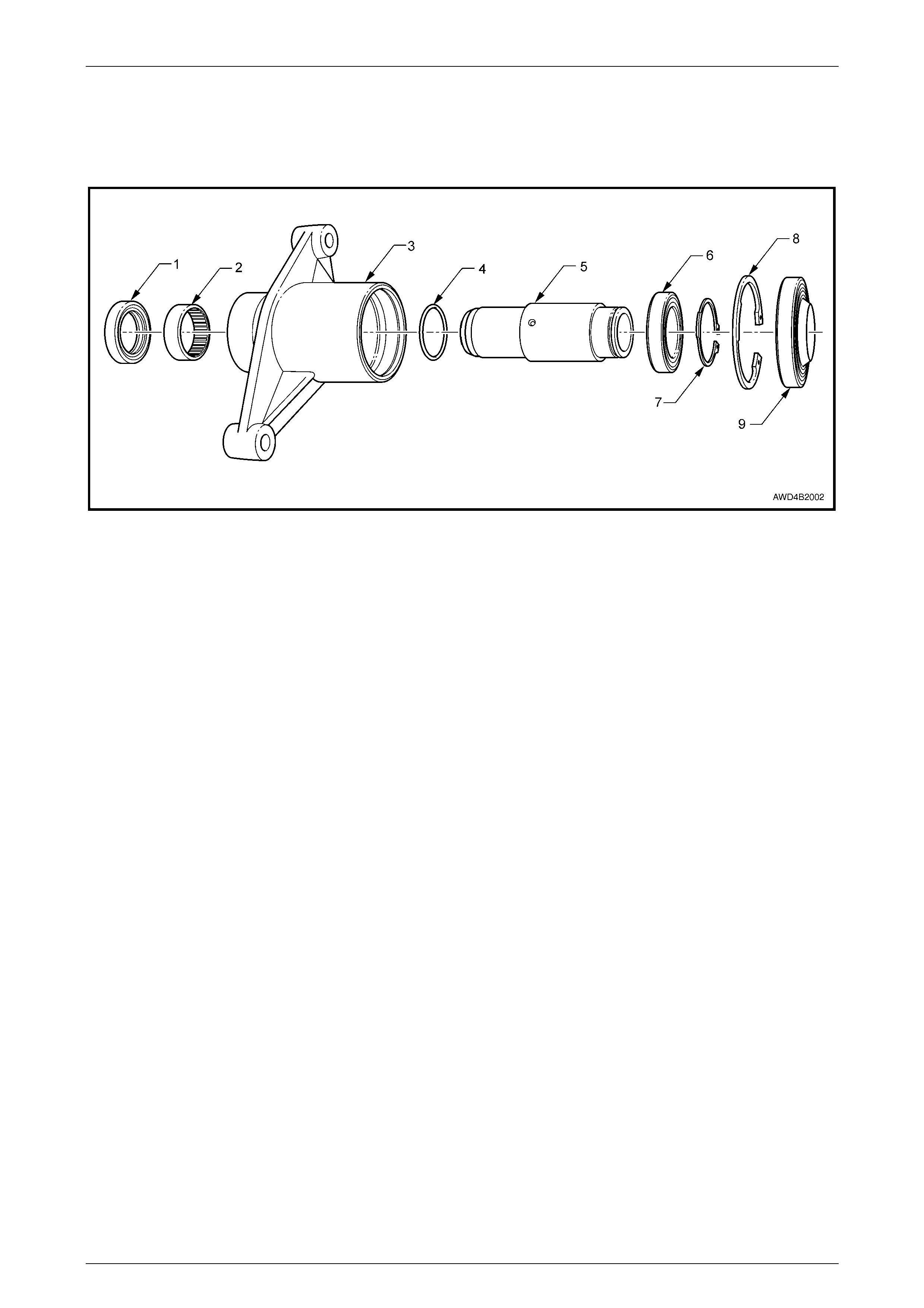
Final Drive Assembly Breather
The breather hose and pipe assembly (1) should be
checked regularly to ensure that it is correctly routed, the
hose condition is sound, the end is not blocked and the pipe
bracket fastener (2) is secure.
Figure 4B2 – 3

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–7
Page 4B2–7
Lubrication
Never use any other than the stated and
recommended lubricant.
The lubricant level should be checked and topped up (if required), at the time or distance intervals outlined in the AWD
Wagon Owner's Handbook, with the differential carrier COLD and the vehicle on level ground; refer to 2.1 Checking Final
Drive Lubricant Level in this Section. At this temperature, the lubricant should be within 5 mm of the bottom of the filler
plug hole. Operation 2.1 also details the recommended lubricant for this final drive.
NOTE
The lubricant used in this final drive, is a synthetic
product and the oil seals fitted, have been
specially formulated to tolerate this lubricant. It
must also be noted that, using a mineral type
lubricant in this final drive, may cause gear set
and/or bearing damage under high load driving
conditions.
NOTE
If the incorrect lubricant is accidentally used
in the front final drive of any AWD Wagon vehicle,
then the front final drive must be drained, flushed
(with the recommended lubricant) and then
refilled with the correct lubricant. Refer to
2.2 Changing/Flushing Final Drive Lubricant, in
this Section.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–8
Page 4B2–8
2 Minor Service Operations
ATTENTION
All fasteners are important attaching parts as they affect the performance of vital components and/or could
result in major repair expense. Where specified in this section, fasteners MUST be replaced with parts of the
same part number or an approved equivalent. Do not use fasteners of an inferior quality or substitute design.
Torque values must be used as specified during reassembly to ensure proper retention of all components.
Throughout this section, fastener torque wrench specifications may be accompanied with the following
identification marks:
!
!!
! Fasteners must be replaced after loosening.
"
""
" Vehicle must be at curb height before final tightening.
#
##
# Fasteners either have micro encapsulated sealant applied or incorporate a mechanical thread lock and
should only be re-used once. If in doubt, replacement is recommended.
If one of these identification marks is present alongside a fastener torque wrench specification, the
recommendation regarding that fastener must be adhered to.
2.1 Checking Final Drive Lubricant Level
1 Ensure vehicle is on level ground.
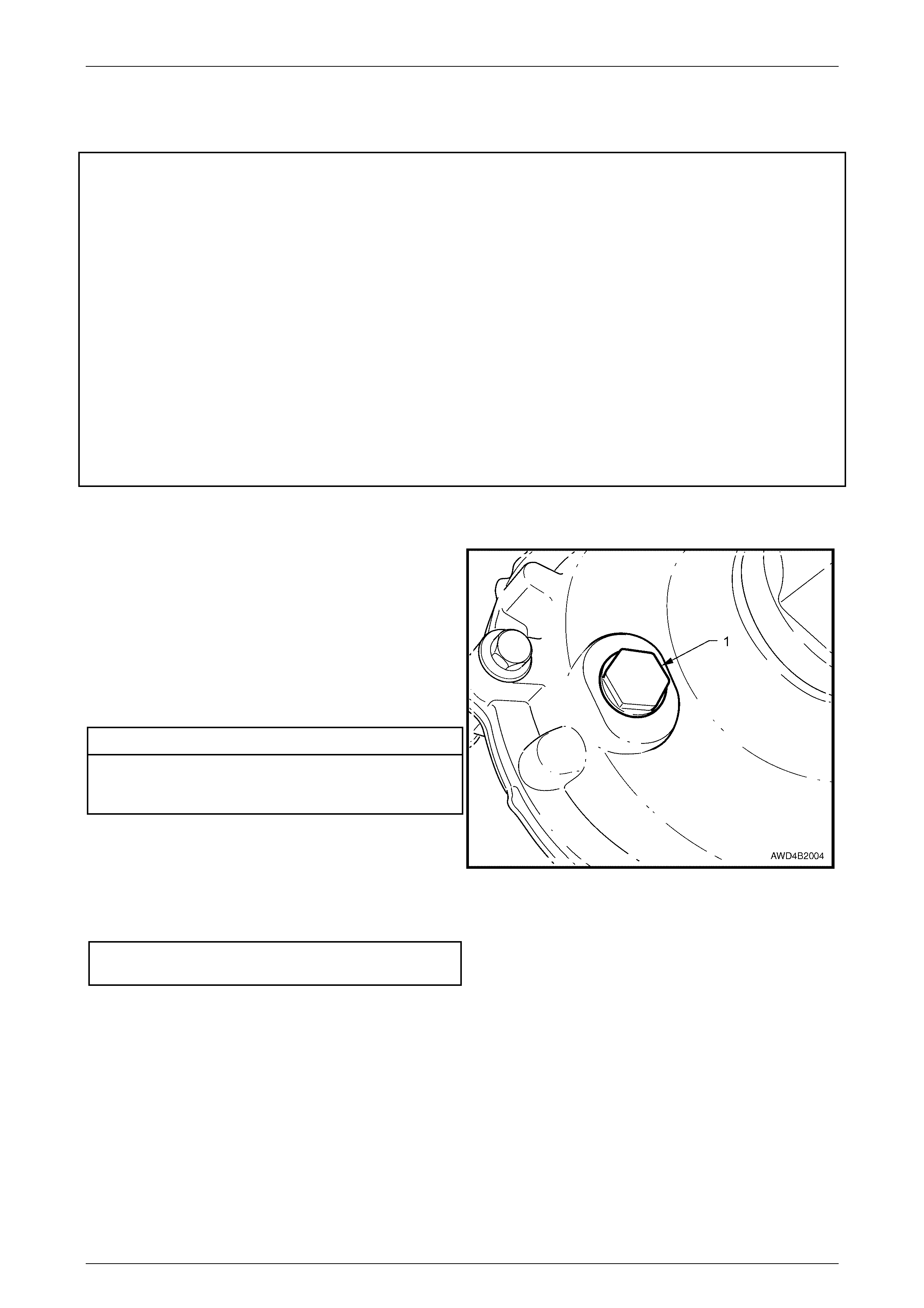
2 Clean area around filler plug (1).
3 Remove the hexagon headed filler plug (1) from the
carrier housing, usi ng suitable socket equ ipm ent.
4 The lubricant level is to be maintained within 5 mm of
the bottom edge of the filler plug hole, when COLD
and the vehicle is on level ground. Use only the
recommended lubricant, detailed as follows:
Front Final Drive Lubricant Specification
Synthetic Hypoid Gear Oil, SAE 80W-140
such as;
Castrol SAF-XA or Mobilube SHC ID
5 Inspect filler plug (1) for damage. If OK, reinstall to the
carrier housing. If damaged, replace plug.
Figure 4B2 – 4
6. Tighten filler plug (1) to the correct torque specification.
Final drive filler plug
torque specific atio n ..............................................28 Nm
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–9
Page 4B2–9
2.2 Changing/Flushing Final Drive Lubricant
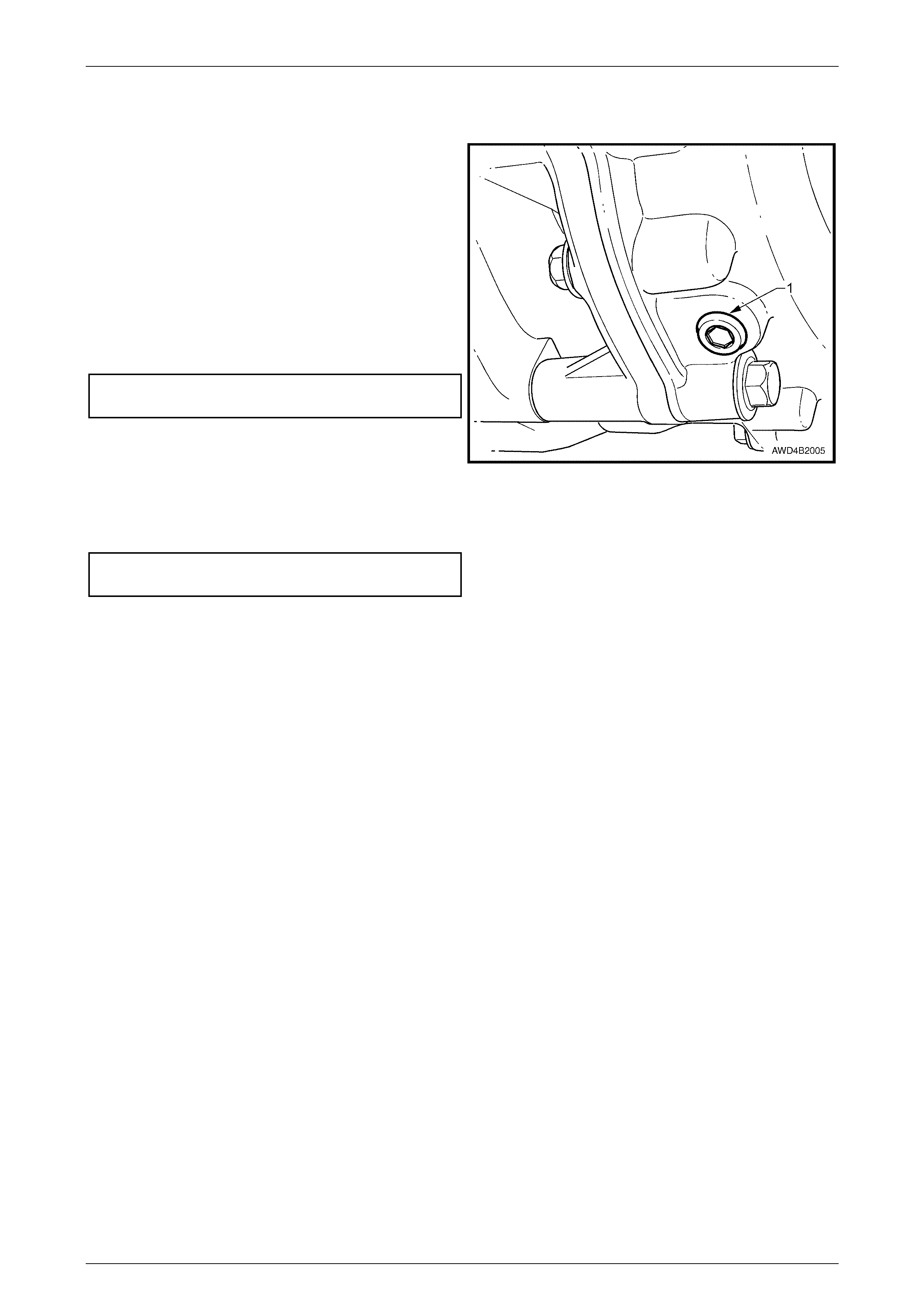
1 To drain lubricant from differential carrier assembly,
remove the hexagon headed filler plug (refer Figure
4B2-4), then the 8 mm Allen key headed drain plug
(1), allowing (preferably warm) lubricant to drain into a
suitable contai ner of at least 1 litre cap aci ty .
2 If flushing is required, use an undiluted quantity of the
recommended lubricant for the operation.
3 When the draining and flushing (if required), operation
is completed, clean the final drive drain plug (1)
threads. If required, Teflon tape may be applied to the
threads. Reinstall and tighten drain plug (1) to the
correct torque specification.
Final drive drain plug
torque specific atio n ..............................................45 Nm
Figure 4B2 – 5
4 Fill the final drive assembly with 0.8 litres of the recommended lubricant. Reinstall the filler plug ('1', in Figure 4B2-
4) and tighten to the correct torque specification.
Final drive filler plug
torque specific atio n ..............................................28 Nm
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–10
Page 4B2–10
2.3 Pinion Oil Seal
When installing a new pinion oil seal, only
install the seal until it is flush with the
machined face of the final drive housing. If
installed too deeply then a premature oil leak
could occur.
Replace
Apart from the fact that it is the front propeller shaft that needs to be removed (rather than the rear), the procedure for the
front final drive pinion oil seal replacement is the same as that described for the rear final drive assembly. Refer to
Section 4C2 Front Propeller Shaft & Universal Joints and Section 4B1 Rear Final Drive & Driveshafts, in the MY 2004
AWD Wagon Service Information.

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–11
Page 4B2–11
2.4 Driveshaft Assembly
LT Section No. – 05-290
Remove
1 Raise the vehicle and secure in a safe manner. Refer to Section 0A General Information in the MY2004 AWD
Wagon Service Information for location of jacking and support points.
2 Remove the decorative wheel nut caps, then mark the relationship of the road wheel to one of the wheel studs.
3 Loosen, then remove the road wheel attaching nuts, working in a 'star' pattern. Refer to Section 10 Wheels and
Tyres, in the MY 2003 VY and V2 Series Service Information, for detailed information. Remove the road wheel.
NOTE
Steps 2 and 3 are necessary to maintain
component relationships and to avoid brake rotor
distortion and the creation of brake shudder, after
the vehicle is placed back in service.
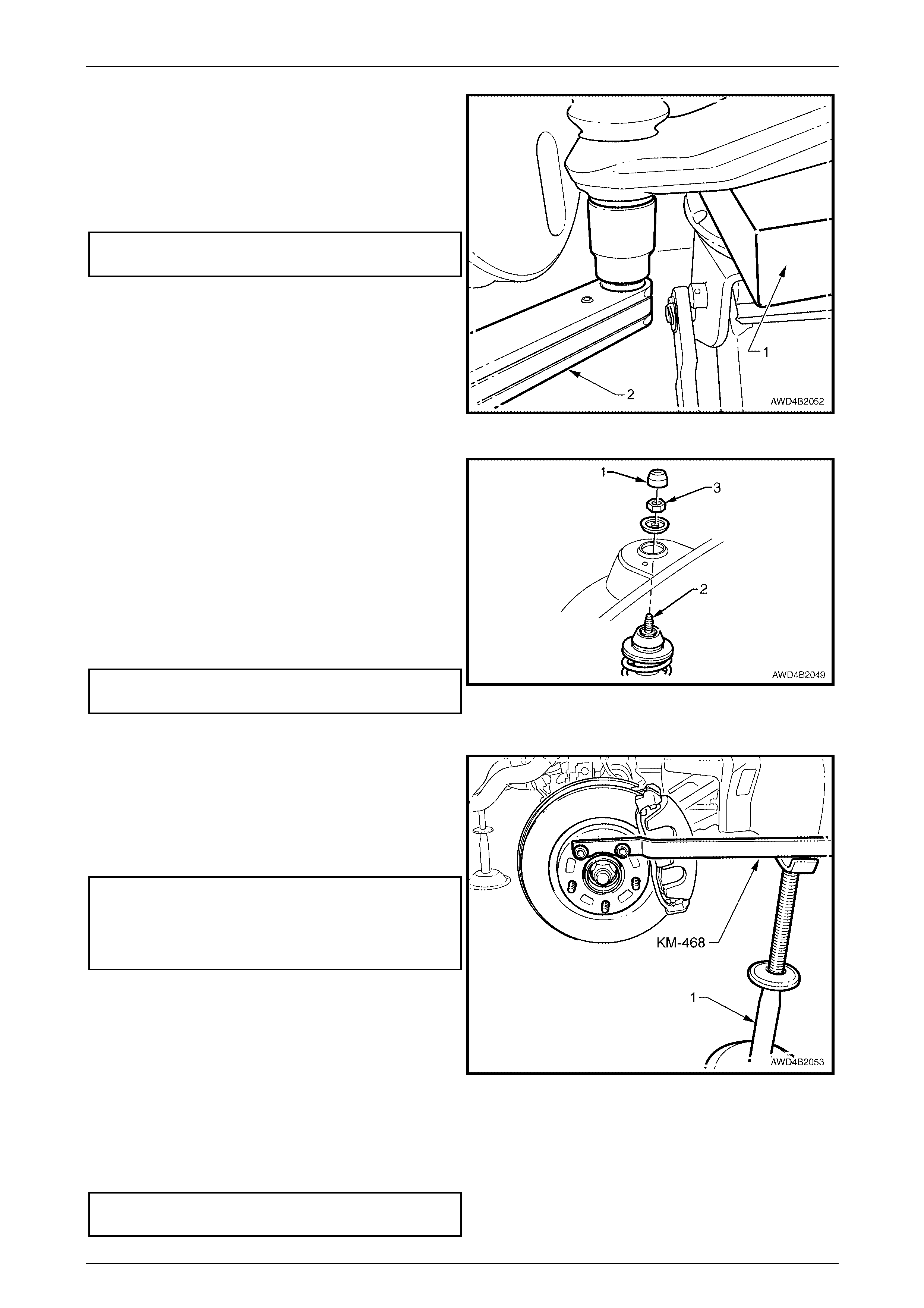
4 Attach holding tool KM-468 to the wheel hub with two
inverted wheel nuts. Support the tool outer end on a
safety stand.
5 Using suitable socket equ ipm e nt, loose n then remov e
the 36 mm driveshaft retaining nut and flat washer.
Discard the removed nut.
Figure 4B2 – 6
6 Remove the dust cover (1) from the upper strut
support, in the engine compartment.
7 While holding the strut rod shaft (2) with a 10 mm
socket, loosen the self-locking nut (3), using a 24 mm
ring spanner. Do not fully remove the nut.
NOTE
This step is necessary to allow the strut to be
moved outward, enabling driveshaft removal.
Figure 4B2 – 7
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–12
Page 4B2–12
Under no circumstances is the end of the
driveshaft to be struck with a hammer to
dislodge the splines. To do so, will not only
damage the front hub bearing but the
driveshaft to outer constant velocity joint
snap ring can be also be dislodged.
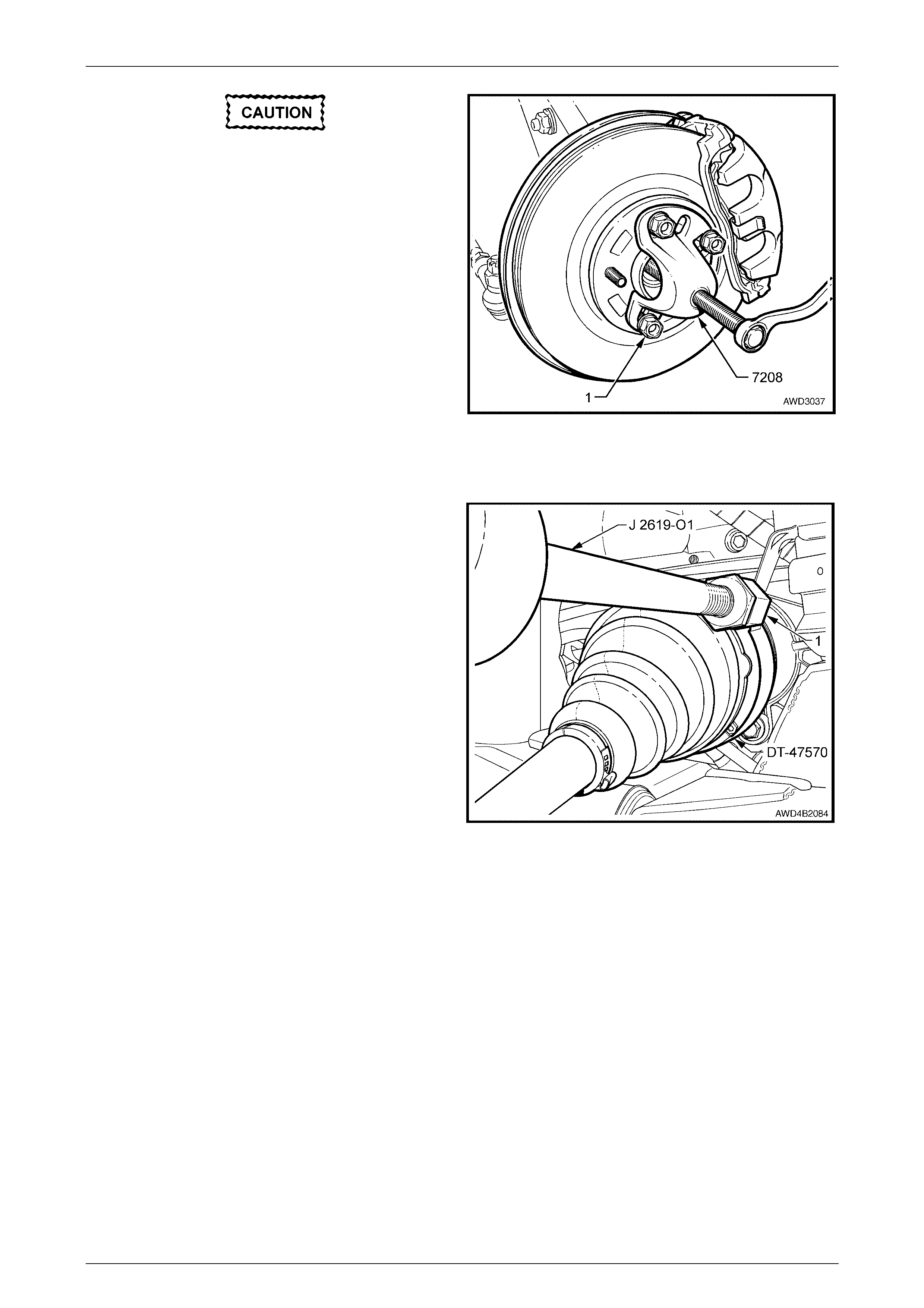
8 Install Tool No. 7208 to the front hub studs and secure
with three of the wheel nuts (1).
NOTE
If not previously modified, it will be necessary to
use a round file to lengthen the slots in Tool No.
7208, to fit over the wheel studs.
9 Tighten the forcing screw to separate the front hub
and outer driveshaft splines. Remove Tool No. 7208.
Figure 4B2 – 8
10 Disconnect the front control arm ball joint stud from the front control arm. Refer to 3.11 Front Control Arm, in
Section 3 Front Suspension, in the MY2004 AWD Wagon Service Information.
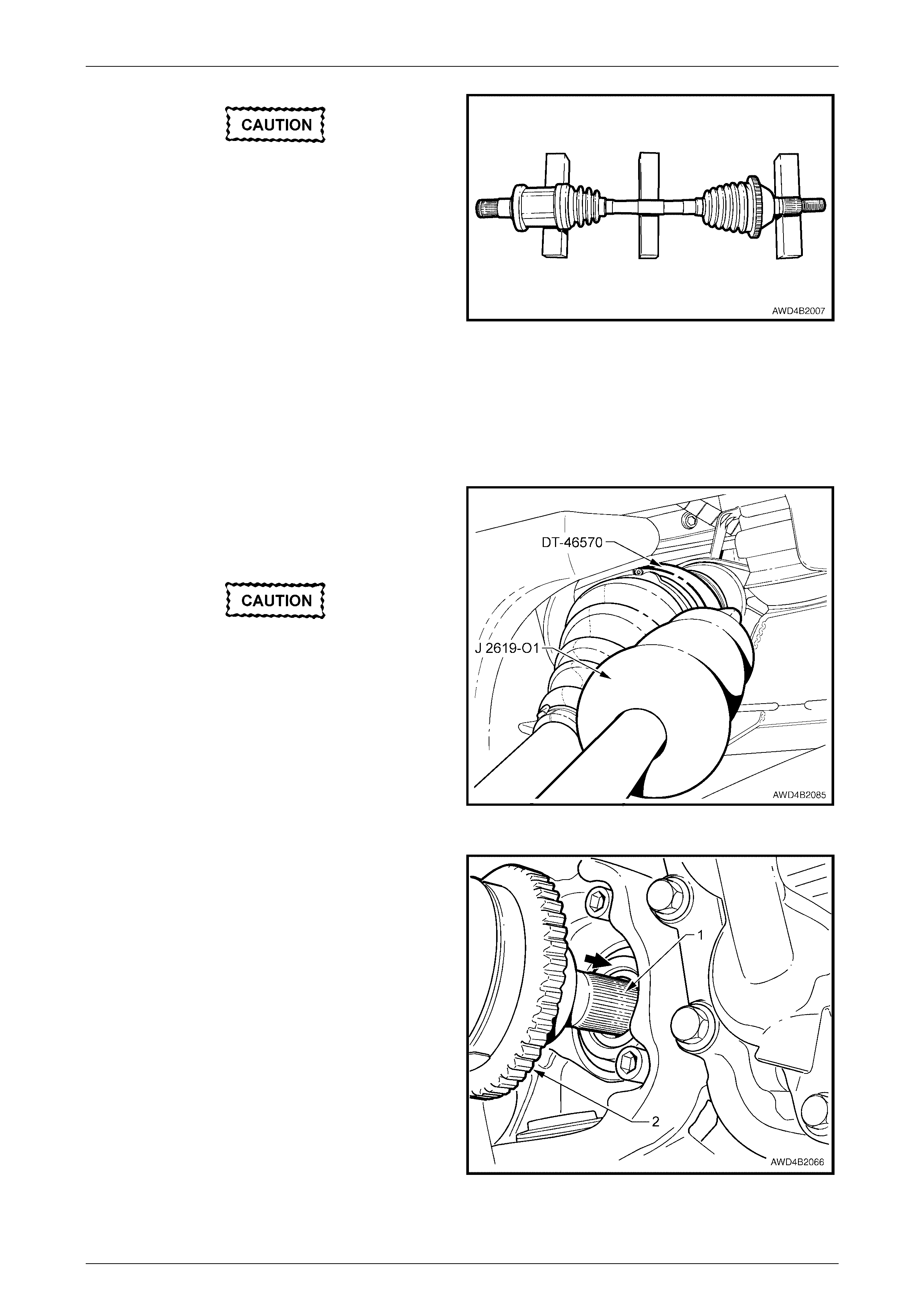
11 Install adaptor(1) from sl ide ha mmer J 2619-O1 to the
remover/installer, Tool No. DT-47570, then install DT-
47570 to the groove in the tripot joint housing,
tightening the thumb screw to secure.
12 Screw slide hammer J 2619-O1 into the adaptor until
secure.
13 Using the action of the slide hammer weight against
the handle, dislodge the tripot joint snap ring from the
bearing housing (right side) or the front final drive side
gear (left side).
NOTE
While the right side view is shown, the procedure
is the same for the opposite side.
14 Remove the driveshaft from the vehicle by first
pushing inward to free the outer shaft from the front
hub, then withdraw the driveshaft by pulling on the
tripot housing.
NOTE
If the driveshaft is removed from the final drive
(left) side, lubricant will flow from the oil seal.
Either plug the recess immediately with
a suitable plug or rag, or drain the lubricant into
a suitable, clean container. Refer to
2.2 Changing/Flushing Final Drive Lubricant, in
this Section.
Figure 4B2 – 9
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–13
Page 4B2–13
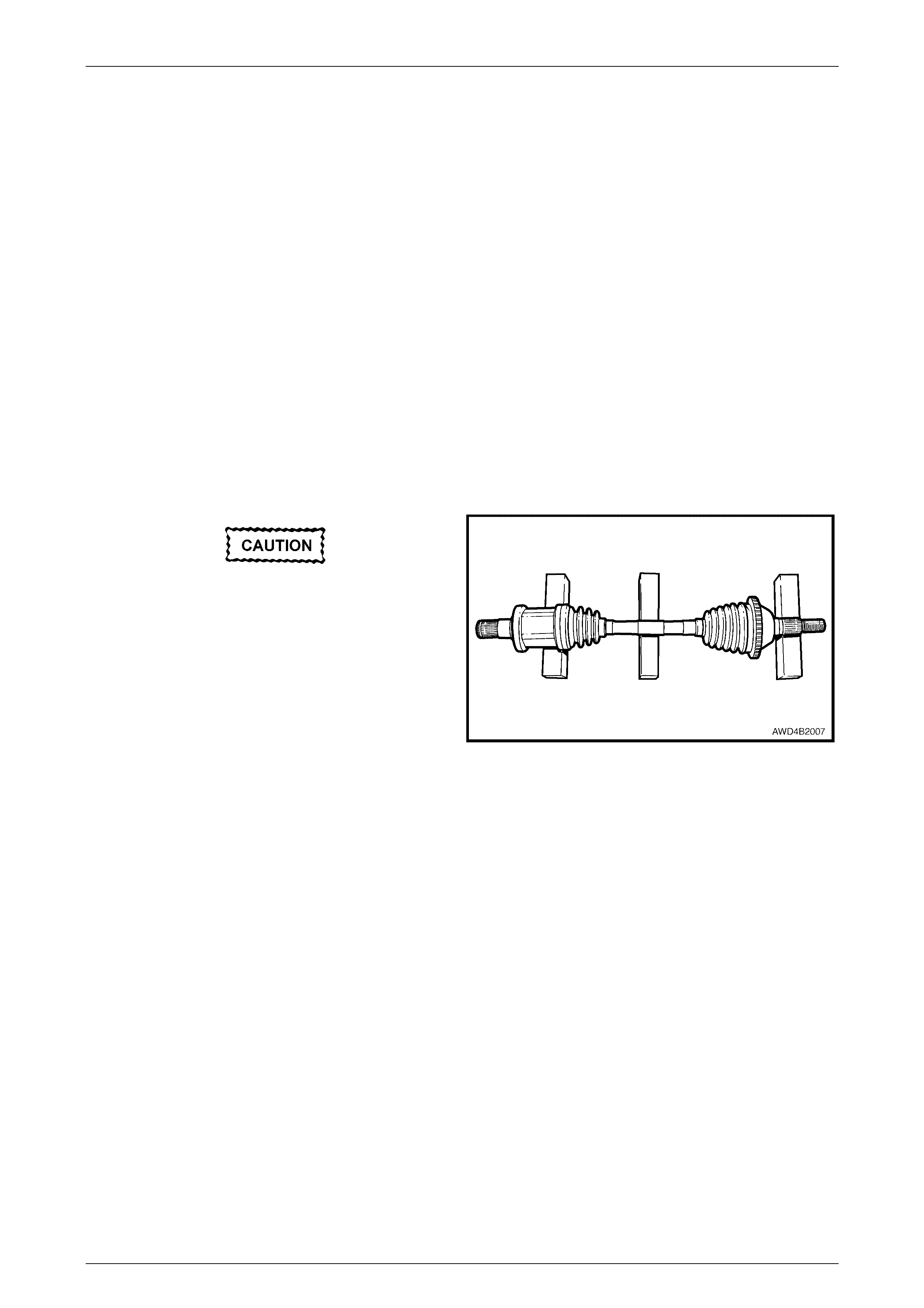
The removed driveshaft must be handled
with care. Do not rest the shaft or bellows for
any longer than necessary. Shaft is not to be
allowed to hang free on one end. Driveshaft
joint deflection should be kept to a minimum
by supporting the driveshaft with wooden
blocks, as shown.
NOTE
If both driveshafts are removed, the left side is
shorter than the right.
Figure 4B2 – 10
Reinstall
1 Install adaptor from slide hammer J 2619-O1 to the driveshaft remover installer, Tool No. DT-47570.
2 Install remover/installer Tool No. DT-47570 to the machined groove in the tripot housing and tighten the thumb
screw to secure.
3 Coat the tripot splines with the recommended final
drive lubricant, then reinstall the shorter driveshaft
tripot joint into the front final drive (left side) or the
longer driveshaft tripot joint into the support bearing
(right side).
Under no circumstances is the driveshaft to
be used as a ram to install the tripot joint. If
this occurs, damage to the needle rollers in
the joint will most likely result.
4 Fully install the tripot joint by using the slide hammer
J 2619-O1, working against its adaptor.
5 Remove the slide hammer J-2619-O1, adaptor and the
remover/installer DT-47570.
6 Check that the retaining ring on the shaft is engaged,
by attempting to pull outwards on the tripot joint
housing. Disengagement should not be possible. Figure 4B2 – 11
7 Lightly lubricate the outer driveshaft splines (1) with
the recommended final drive lubricant, then pull
outward (arrow) by hand, on the wheel speed sensor
pulse ring (2) to allow the splined outer shaft to
engage with the front wheel hub. Take care not to
damage the wheel speed sensor ring in the process.
NOTE
As the splined shaft is designed to be an
interference fit to the hub, use the old retaining
nut and washer to fully install the shaft through
the front wheel hub.
Figure 4B2 – 12
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–14
Page 4B2–14
8 Support the front control arm with a floor jack fitted
with a block of wood (1) on the lifting pad. Raise the
jack until the front control arm i s fully support ed.
9 Reinstall the front control arm ball joi nt stud into the
front control arm, fit a new nut, then use a torque
wrench (2) to tighten to the correct torque
specification.
( # ) Front control arm ball joint
stud nut torque specification.................................55 Nm
Figure 4B2 – 13
10 Raise the floor jack under the front control arm until
the strut is fully raised into the strut tower.
11 Hold the strut rod with a 10 mm socket and suitable
equipment, then fully remove the strut rod retaining nut
and discard.
12 Install a new strut rod retaining nut (3), then use a 10
mm socket to hold the strut rod (2) from turning.
13 Tighten the upper strut rod retaining nut (3) to the
correct torque specification, using a 24 mm ring
spanner with a torque wrench attached.
( ! ) Upper strut locating plate
retaining nut torque specification..........................55 Nm
14 Reinstall the dust cover (1).
Figure 4B2 – 14
15 Install holding tool KM-468 to two of the wheel studs
and secure with two reversed wheel nuts. Support the
outer end of the holding tool on a safety stand (1).
16 Remove the old hub nut and washer. Reinstall the
washer with a new nut and tighten to the correct
torque specif ication.
( ! ) Front driveshaft outer
retaining nut torque
specification.................Stage 1..........................130 Nm
Stage 2....Loosen nut until loose
Stage 3..........................200 Nm
17 If it was the left driveshaft that was removed, check
the final drive lubricant level, topping up as required.
Refer to 2.1 Checking Final Drive Lubricant Level, in
this Section.
18 Reinstall the road wheel, aligning the marks made
prior to removal and secure with attaching nuts.
Figure 4B2 – 15
19 Remove the safety stands and lower vehicle.
20 Tighten road wheel attaching nuts to the correct torque specification, working in a ‘star’ pattern, refer to
Section 10 Wheels and Tyres, in the MY 2003 VY and V2 Series Service Information.
Road wheel attaching
nut torque specification ......................................125 Nm

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–15
Page 4B2–15
21 Install the decorative wheel nut caps.
22 Bounce the vehicle up and down several times to settle the suspension.
23 Check the wheel alignment, refer to 2.2 Wheel Alignment Checking and Adjustment in Section 3 Front Suspension,
in the MY 2004 AWD Wagon Service Information.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–16
Page 4B2–16
2.5 Driveshaft Outer Constant Velocity Joint
LT Section No. – 06-200
NOTE
Disassembly of the outer constant velocity joint is
not recommended. With normal handling, the
constant velocity joint balls will not be dislodged
but, should the joint become disassembled while
handling, then the assembly must be replaced.
NOTE
There are two service kits available for this outer
constant velocity joint:
• A Boot Kit comprising the boot, two boot
clamps and a retaining ring.
• A constant velocity Joint Kit, that includes the
Boot Kit, plus a new constant velocity joint
and lubricant of the correct type and quantity.
• For lubricant quantities, refer to
5 Specifications, in this Section.
Remove
1 Remove the driveshaft. Refer to 2.4 Driveshaft Assembly, in this Section.
2 Clean the outside of the assembly with suitable cleaning solvent before removing.
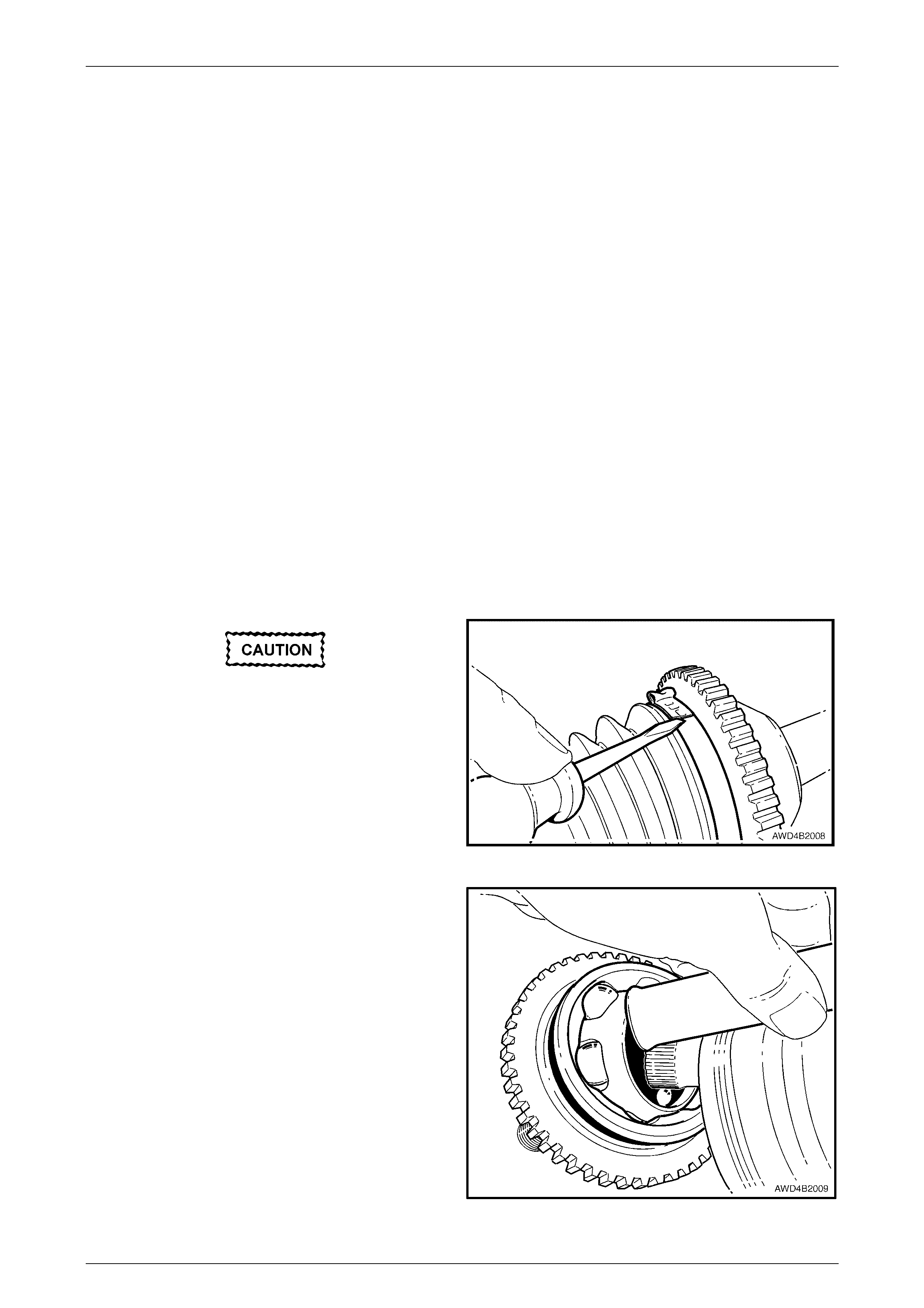
To reduce the possibility of boot damage
during the clamp removal process, it is
recommended that rag be placed over the
boot before using a screwdriver to release
clamp tension.
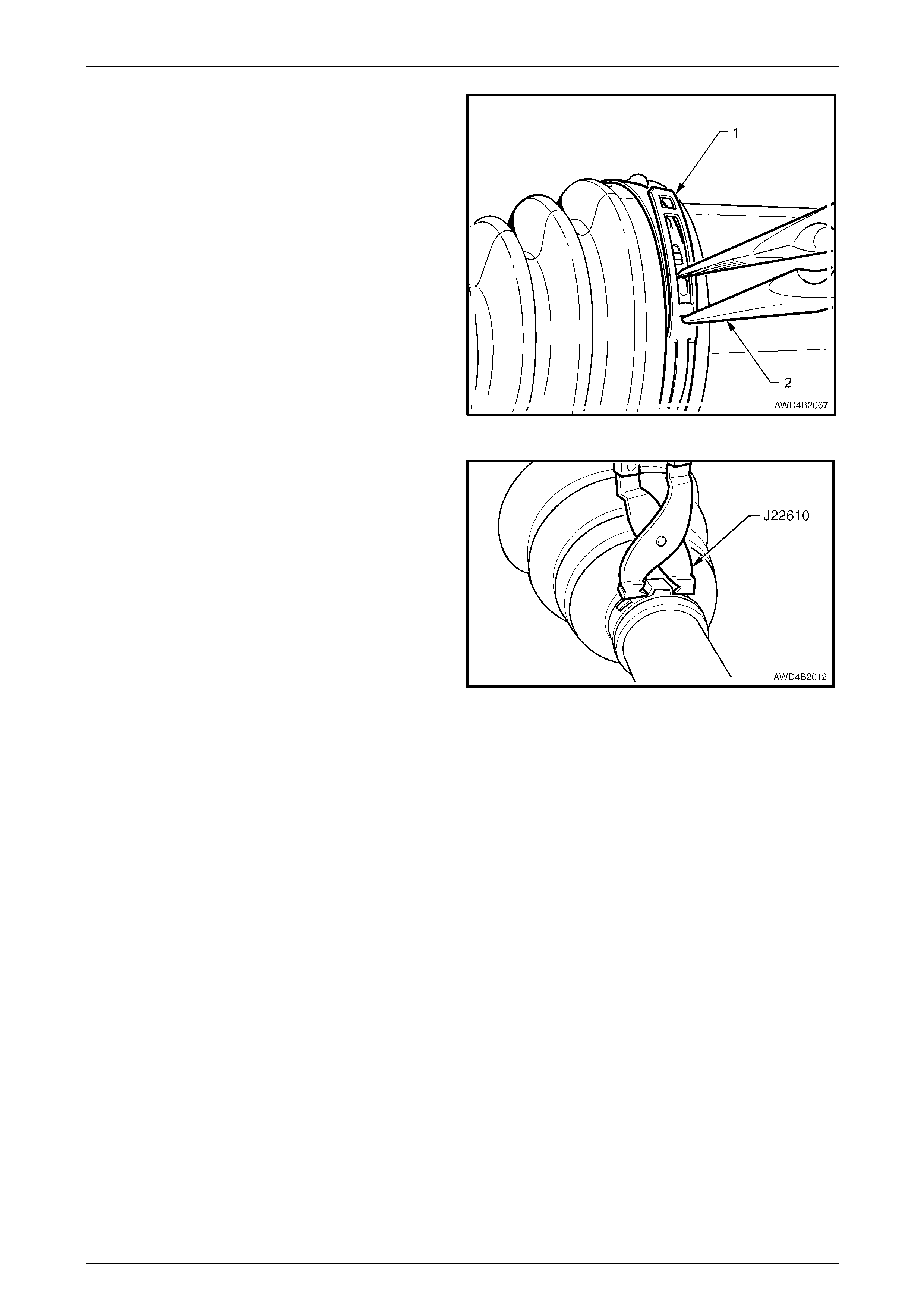
3 Using a small screwdriver or similar, lever the boot
clamp tang at the constant velocity joint (larger clamp)
sufficient to release the clamp tension. Discard the
removed clamp.
Figure 4B2 – 16
4 Push the boot back from the constant velocity joint and
back over the driveshaft.
5 Turn the constant velocity joint to maximum turn angle
and wipe excess grease from the inner race.
6 With the driveshaft held in a vice fitted with soft jaws,
use a brass drift on the inner race and ham mer to
dislodge the snap ring on the end of the driveshaft and
remove the constant velocity joint.
Figure 4B2 – 17
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–17
Page 4B2–17
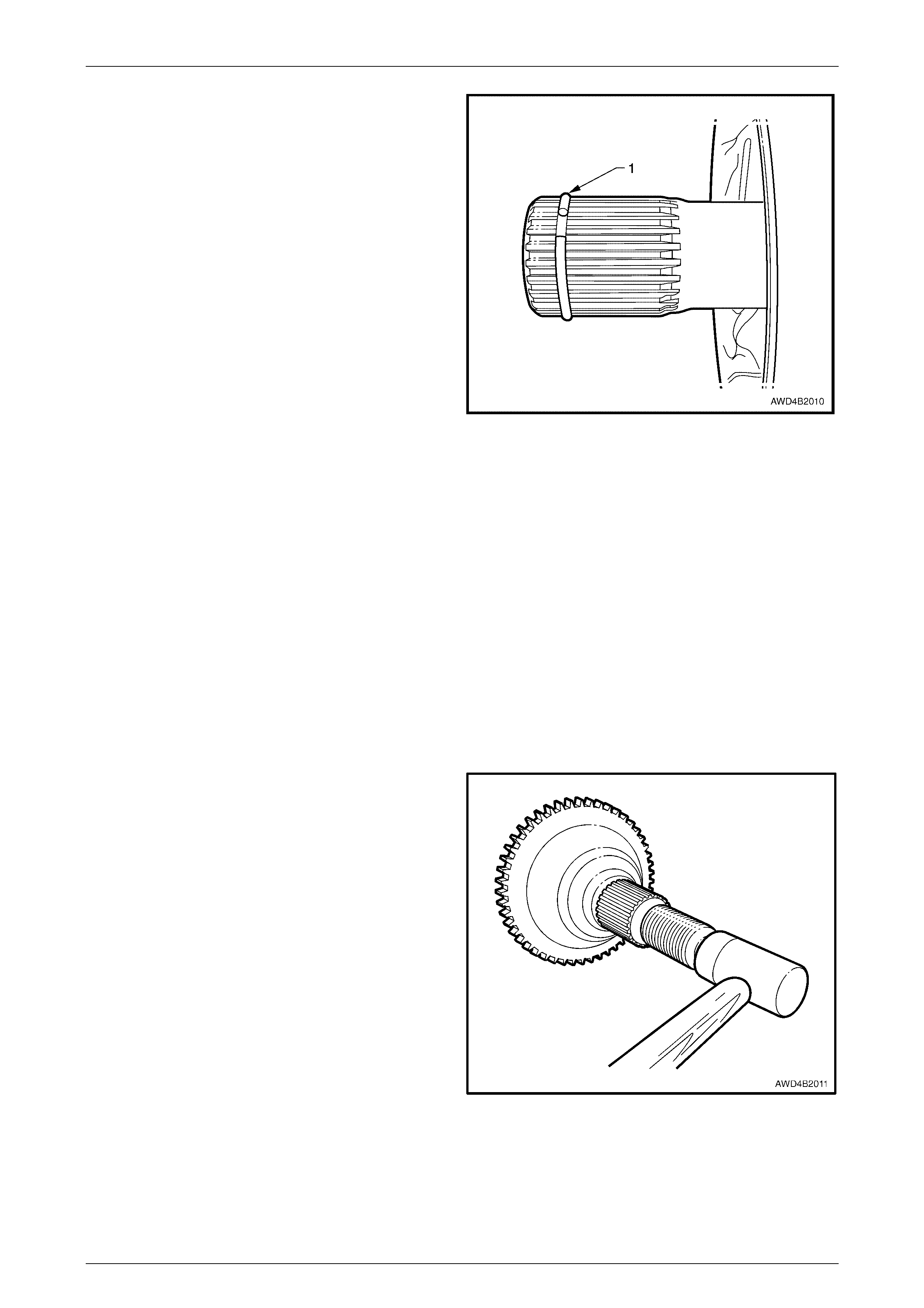
7 Remove the snap ring (1) and discard, as it must be
replaced on reassembly of the outer constant velocity
joint to the driveshaft.
8 Clean the driveshaft with suitable cleaning solvent and
inspect the splines for damage.
Figure 4B2 – 18
9 Remove the small boot clamp from the driveshaft end of the boot and discard.
10 Slide the boot from the driveshaft.
NOTE
If a constant velocity joint requires replacement, it
is strongly recommended that a new boot be
fitted.
Reinstall
1 Divide 155 gm of the specified grease into thirds. Apply one third into the new constant velocity joint, working into
the joint. Apply the remainder to the new boot.
2 Slide a new small;l clamp onto the driveshaft, then install the boot over the driveshaft, small end first. Take care not
to damage the boot on the driveshaft splines during the installation process. Do not install any boot clamps at this
time.
3 After checking that a NEW driveshaft snap ring is
installed and undamaged, install the new constant
velocity joint onto the driveshaft, using a plastic faced
hammer. To check for correct installation, try to tug the
driveshaft from the constant velocity joint.
Figure 4B2 – 19
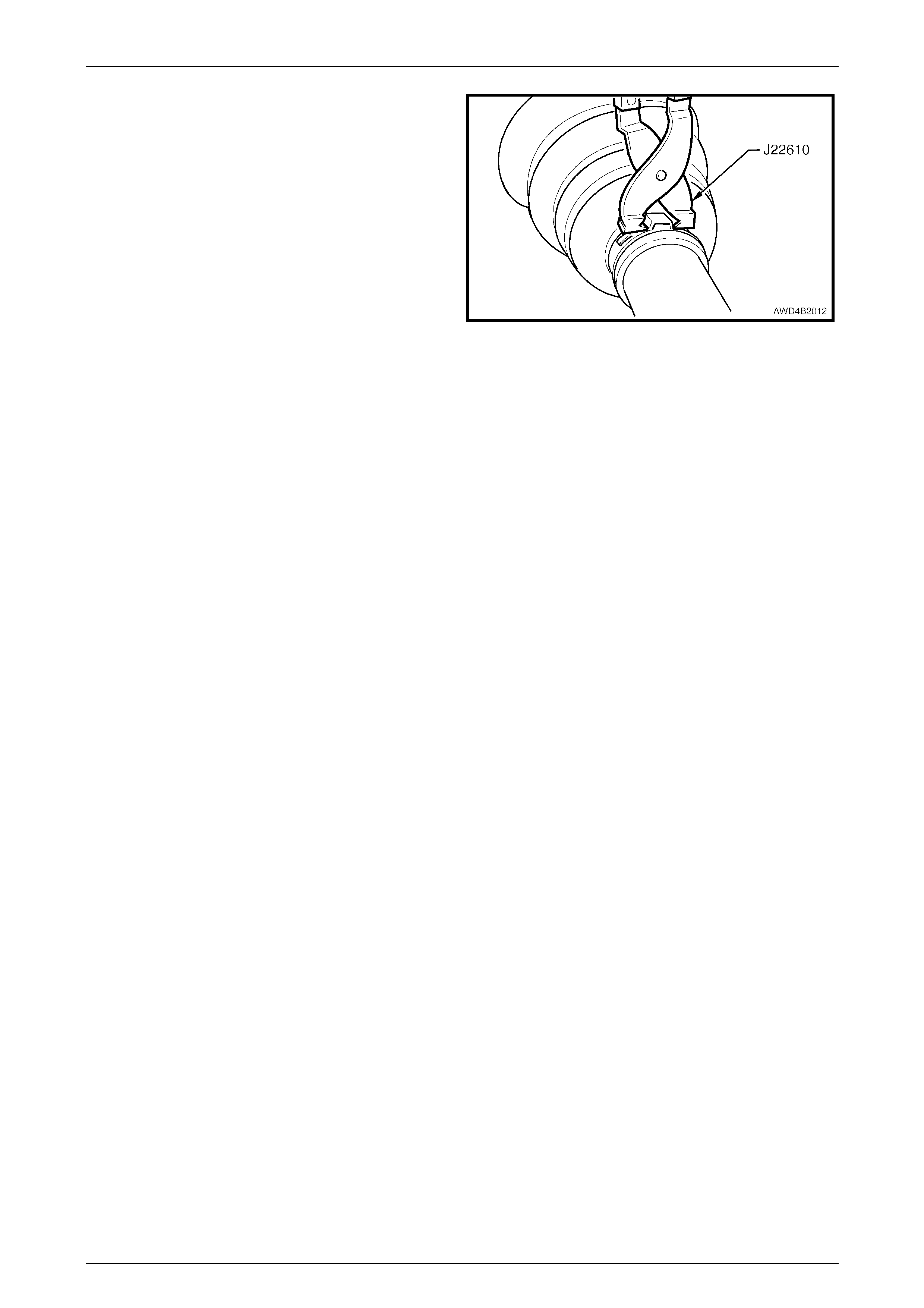
4 Install a new, large boot clamp to secure the boot to the constant velocity joint end, using Tool No. J22610. Load
clamp until the gap between the 'ears' is reduced to 1 – 2 mm.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–18
Page 4B2–18
5 Position the small end of the boot into the groove in
the drivesha ft, then inst all the small cla mp into po siti on
in the boot groove.
6 Use Tool No. J22610 to secure the boot, again until
the gap between the 'ears' is between 1 and 2 mm.
7 Reinstall the driveshaft to the vehicle. Refer to
2.4 Driveshaft Assembly in this Section.
Figure 4B2 – 20
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–19
Page 4B2–19
2.6 Driveshaft Inner Tripot Joint
Disassemble
LT Section No. – 06-200
1 Remove the driveshaft. Refer to 2.4 Driveshaft Assembly, in this Section.
2 Clean the outside of the tripot assembly with suitable cleaning solvent before disassembly.
3 Clamp the driveshaft in a vice fitted with soft jaws.
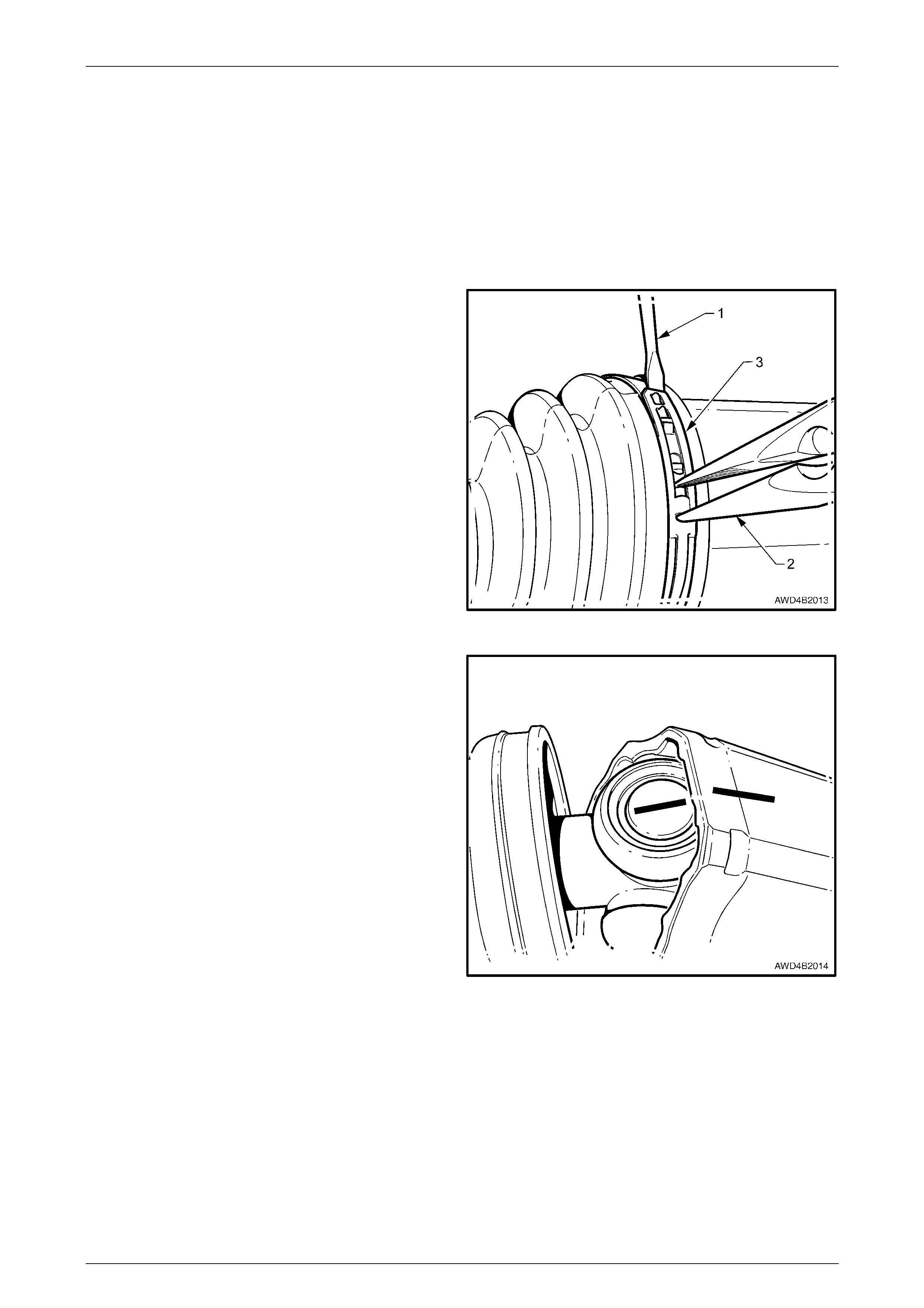
4 Using a small screwdriver (1) or similar, lever the boot
clamp tang at the constant velocity joint (larger clamp),
while using long nosed pliers (2) to tension the clamp
(3). Once released, remove and discard the clamp (3).
5 Push the boot from the tripot joint housing and back
over the driveshaft.
Figure 4B2 – 21
6 If the reason for disassembling the tripot joint is to
replace the boot only, wipe excess lubricant from the
tripot spider and use whiteout or similar, to mark the
relationship of the spider to the tripot housing.
NOTE
This is necessary to ensure that worn parts are
reassembled in their original positions.
Figure 4B2 – 22
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–20
Page 4B2–20
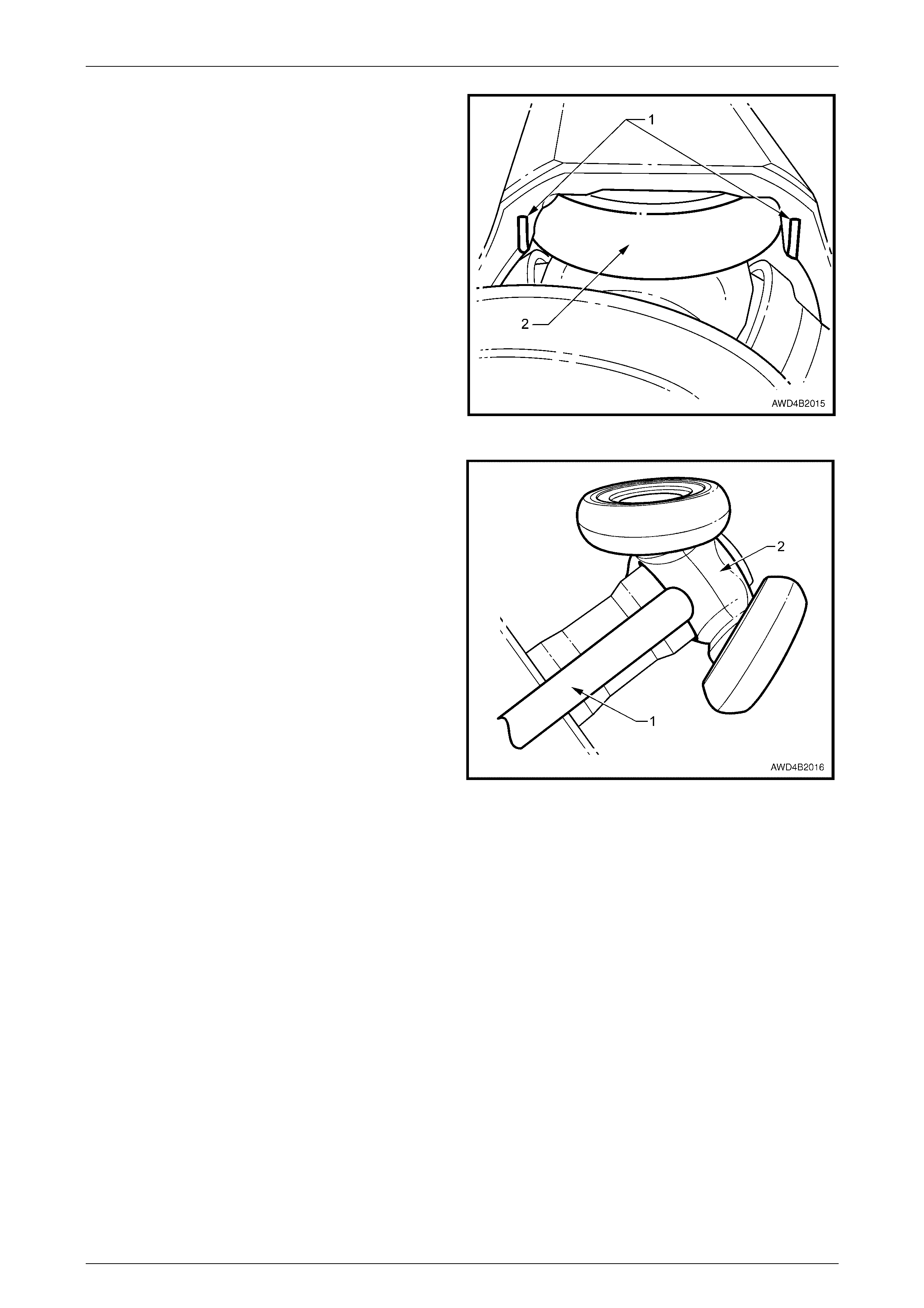
NOTE
There may be some resistance to separating the
trunnions from the outer body because of
distortion (1) created for production purposes.
Removing one trunnion (2) at a time until the
three are released, will overcome the problem.
Figure 4B2 – 23
7 Using suitable circlip pliers, remove the circlip securing
the tripot spider to the driveshaft.
8 Remove the tripot spider and trunnion assembly (2)
from the driveshaft, using a brass drift (1) and hammer
on the spider as shown and not on one of the
trunnions.
NOTE
Provided excessive force is not used, the
trunnions will remain on the spider.
9 Remove the small boot clamp, then slide the boot from
the driveshaft. Discard the removed clamp.
Figure 4B2 – 24
Inspect
1 After cleaning components, check:
a. The tripot housing grooves for wear and/or scoring.
b Trunnions for excessive play or binding.
c Boot for cracks or other damage.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–21
Page 4B2–21
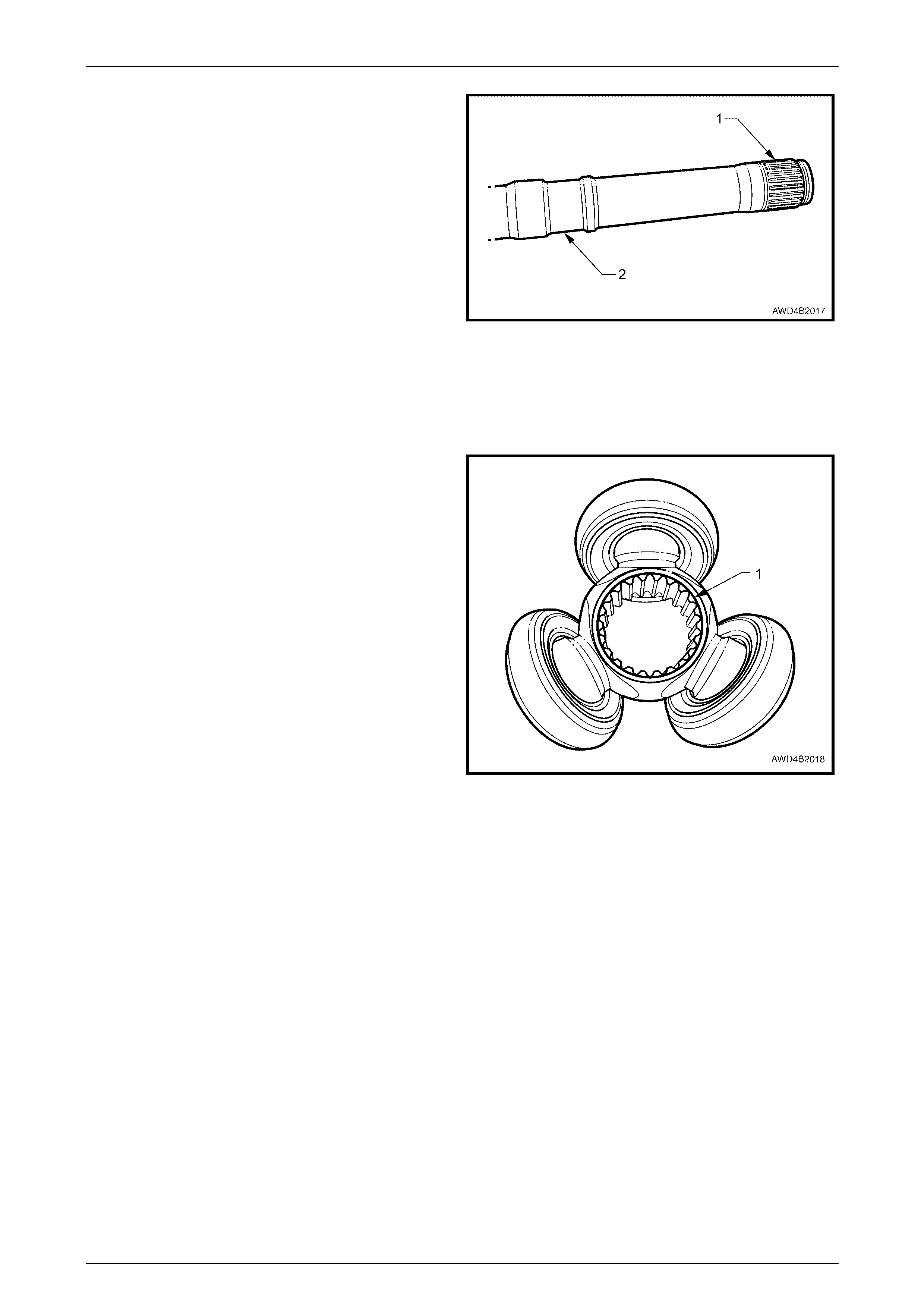
d The tripot and driveshaft splines (1) for wear or
damage.
NOTE
The groove (2) in the driveshaft is used to locate
the smaller end of the boot.
2 If any of the above conditions are found, then replace
the tripot assembly or the complete driveshaft.
Figure 4B2 – 25
Reassemble
1 Slide a NEW small clamp over the driveshaft, then slide the boot over the driveshaft splines, taking care not to
damage the boot on any sharp edges. Do not apply any clamps at this stage.
2 Reinstall the tripot spider and trunnions, noting the
following:
a The spider spline chamfer (1) faces inwards.
b Install the spider, using a tube or socket and a
plastic hammer.
c Retain the tripot spider using a NEW circlip. Do
not over-stretch the circlip during installation.
Figure 4B2 – 26
3 Apply approximately 2/3 (140 g ± 5 grams) of the supplied lubricant to the inner half of the tripot housing and the
remainder (appr oximately 60 ± 5 grams) into the boot.
4 If reinstalling the original tripot assembly (e.g. boot damage only), align the marks made before disassembly and
carefully reinstall the trunnions into the tripot housing.
5 Gently stroke the driveshaft to the end of the housing to exude the grease around the trunnions, then return the
spider to the mid-point posi tion.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–22
Page 4B2–22
6 Slide the larger end of the boot over the end of the
tripot joint, then secure with a new clamp (1),
tightening with long nosed pliers (2) until the clamp
engages with the last of the retaining barbs.
Figure 4B2 – 27
7 Locate the small boot end into driveshaft groove, then
install the new , small boot cla mp.
8 After checking that the boot is not twisted, tighten the
small boot clamp, using clamp pliers, Tool No. J22612,
until the distance between the clamp 'ears' is between
1 to 2 mm.
9 Plunge the tripot joint in and out to check that there
are no leaks.
Figure 4B2 – 28
10 Reinstall the driveshaft. Refer to 2.4 Driveshaft Assembly, in this S ect ion.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–23
Page 4B2–23
2.7 Bearing Housing/Final Drive Carrier
Outer Oil Seal
LT Section No. – 06-200
NOTE
If the bearing housing or front final drive
assembly, inner oil seal fails, then the respective
assembly will need to be removed from the
vehicle to effect repairs. Refer to 3.1 Bearing
Housing Assembly, Remove or 3.2 Front Final
Drive, Rem ove in this Section.
Replace
If the seal failure occurred at the outer final
drive location, drain the lubricant into a suitable
container, before proceeding. Refer to
2.2 Changing/Flushing Final Drive Lubricant, in
this Section.
The removed driveshaft must be handled
with care. Do not rest the shaft or bellows for
any longer than necessary. Shaft is not to be
allowed to hang free on one end. Driveshaft
joint deflection should be kept to a minimum
by supporting the driveshaft with wooden
blocks, as shown.
1 Remove the driveshaft on the side where the seal
failure has occurred. Refer to 2.4 Driveshaft Assembly,
in this Section.
Figure 4B2 – 29
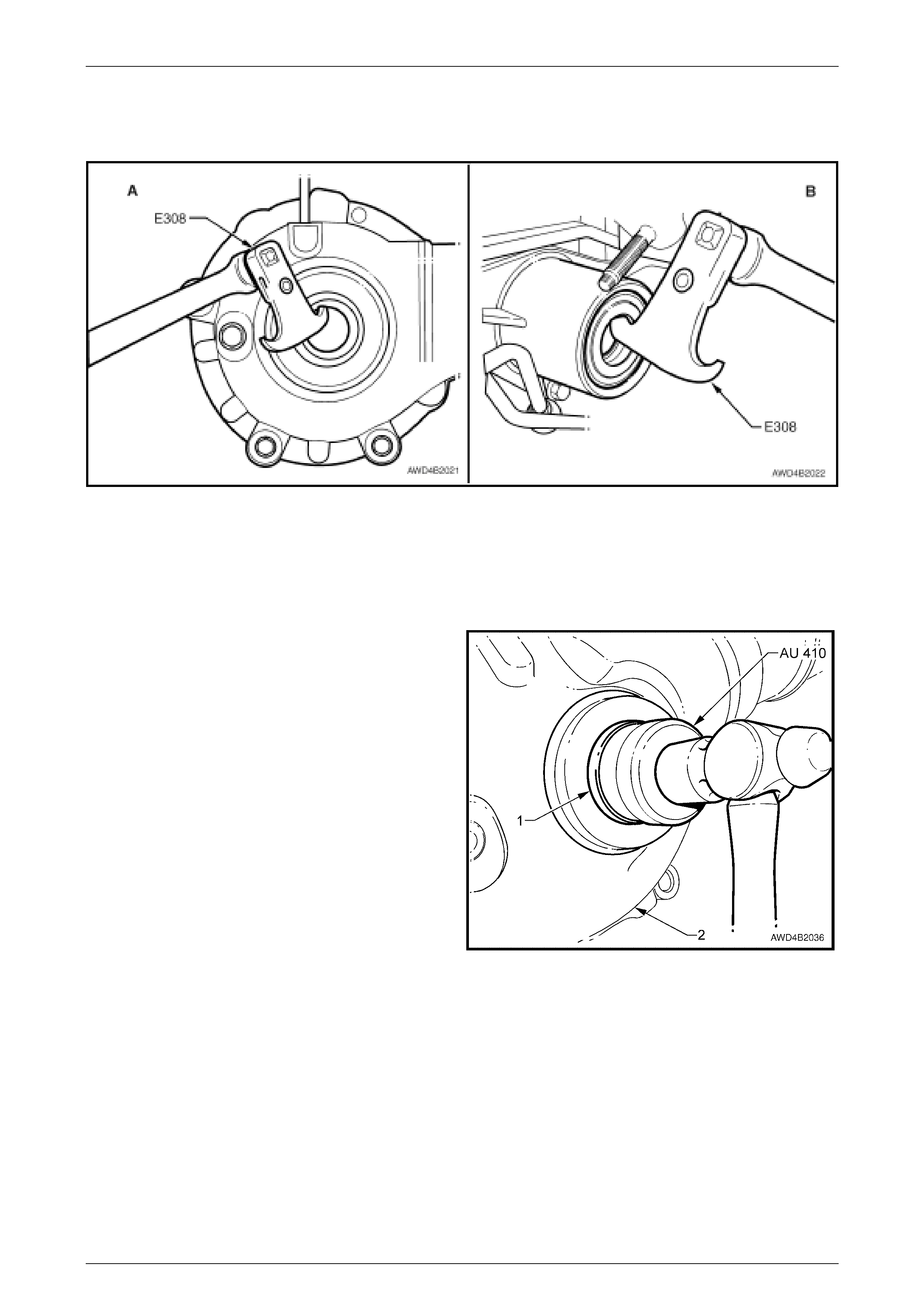
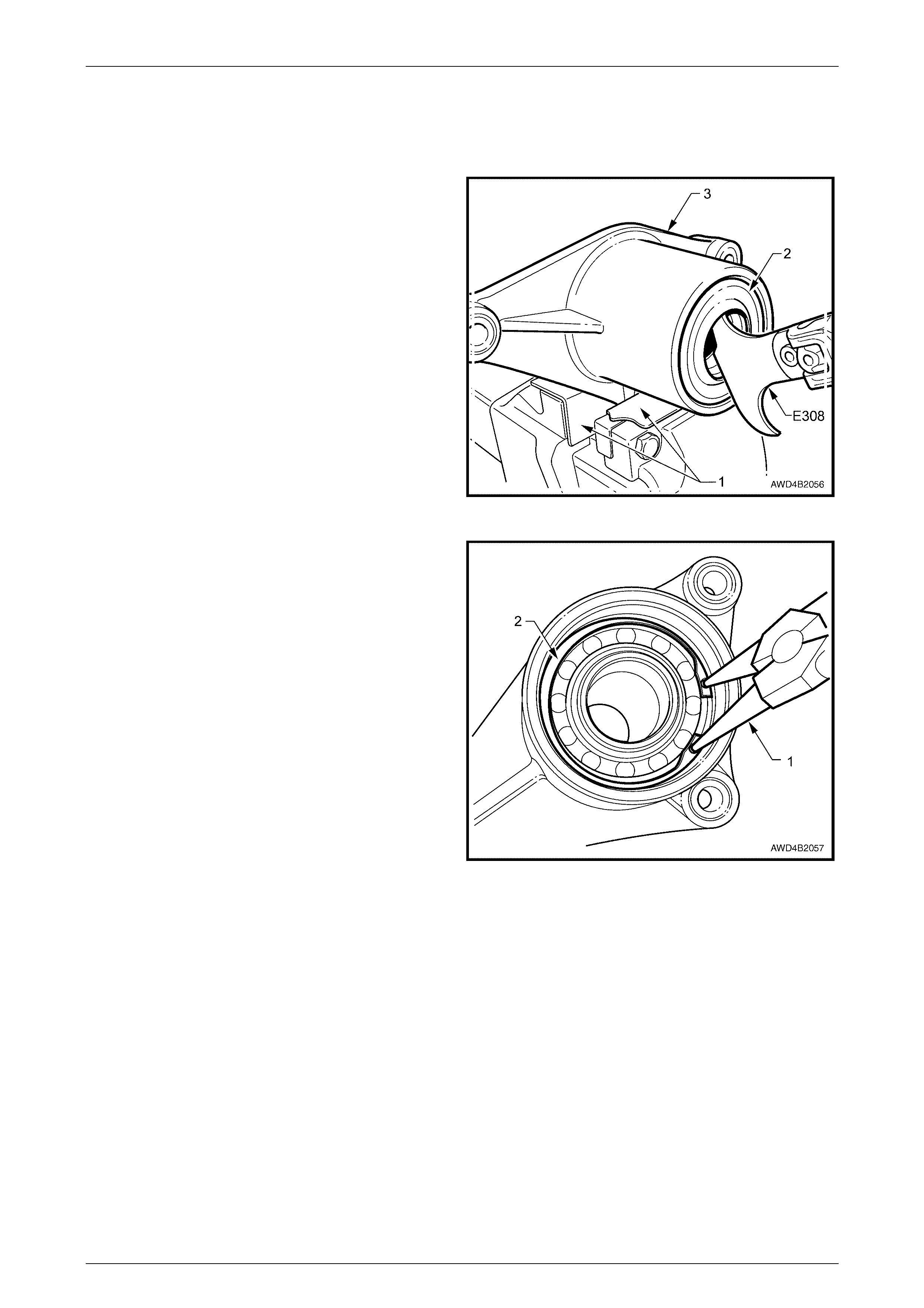
2 Using a seal removal tool such as E308 or commercial equivalent, remove the failed seal from either the front final
drive ('A') or the driveshaft bearing support housing ('B'), refer to Figure 4B2-31.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–24
Page 4B2–24
NOTE
The engine exhaust pipe is shown removed in 'B',
to more clearly show the oil seal removal.
Figure 4B2 – 30
3 Carefully inspect the seal running surface of the driveshaft for evidence of wear, nicks or scratches. If badly worn or
the damage is not repairable, then the particular tripot joint must be replaced. Refer to 2.6 Driveshaft Inner Tripot
Joint, in this Section.
4 Before installing a new oil seal, lightly lubricate with Mobilgrease XHP 222, with the recesses between the seal lips
being filled to approximately 50%.
5 Using seal installer AU 410, install the oil seal (1) to
the final drive carrier housing (2) until fully seated.
NOTE
While the final drive is shown, use Tool No.
J 21426 to install the new seal to the support
bearing housing.
6 Reinstall the driveshaft. Refer to 2.4 Driveshaft
Assembly, in this Section.
7 If required, with the vehicle on level ground, fill the
front final drive with the recommended lubricant. Refer
to 2.2 Changing/Flushing Final Drive Lubricant, in this
Section.
Figure 4B2 – 31

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–25
Page 4B2–25
2.8 Pinion Oil Seal
LT Section No. – 05-290
Replace
Apart from the fact that it is the front propeller shaft that needs to be removed (rather than the rear), the procedure for the
front final drive pinion oil seal replacement is the same as that described for the rear final drive assembly. Refer to
Section 4C2 Front Propeller Shaft & Universal Joints and Section 4B1 Rear Final Drive & Driveshafts in the MY 2004
AWD Wagon Service Information.

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–26
Page 4B2–26
2.9 Pinion Flange
LT Section No. – 05-290
Replace
Apart from the fact that it is the front propeller shaft that needs to be removed (rather than the rear), the procedure for the
front final drive pinion flange replacement is the same as that described for the rear final drive assembly. Refer to
Section 4C2 Front Propeller Shaft & Universal Joints and Section 4B1 Rear Final Drive & Driveshafts. in the MY 2004
AWD Wagon Service Information.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–27
Page 4B2–27
3 Major Service Operations
ATTENTION
All fasteners are important attaching parts as they affect the performance of vital components and/or could
result in major repair expense. Where specified in this section, fasteners MUST be replaced with parts of the
same part number or an approved equivalent. Do not use fasteners of an inferior quality or substitute design.
Torque values must be used as specified during reassembly to ensure proper retention of all components.
Throughout this section, fastener torque wrench specifications may be accompanied with the following
identification marks:
!
!!
! Fasteners must be replaced after loosening.
"
""
" Vehicle must be at curb height before final tightening.
#
##
# Fasteners either have micro encapsulated sealant applied or incorporate a mechanical thread lock and
should only be re-used once. If in doubt, replacement is recommended.
If one of these identification marks is present alongside a fastener torque wrench specification, the
recommendation regarding that fastener must be adhered to.
3.1 Bearing Housing Assembly
LT Section No. – 06-200
Remove
1 Remove the right driveshaft. Refer to 2.4 Driveshaft Assembly, Remove, in this Section.
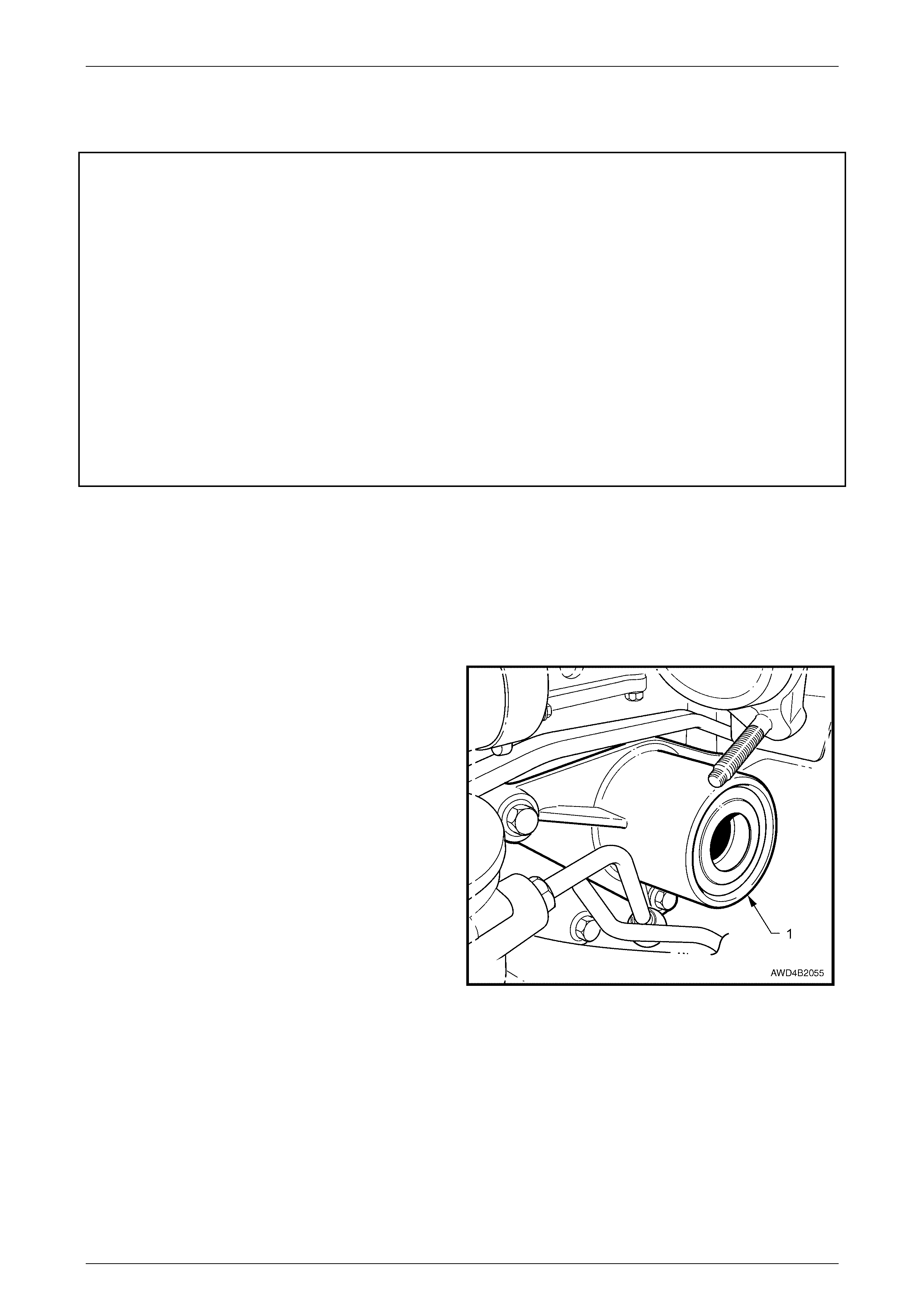
2 Loosen the three bolts securing the bearing housing
assembly (1) to the oil pan. Remove the lower and
rear bolts.
NOTE
The right side exhaust pipe is only shown
removed to more clearly show the support
bearing location and mounting.
3 To fully remove the third bolt, it will be necessary to
raise the engine. Working from under the vehicle,
remove the 18 mm nuts securing both front engine
mounts to the crossmember cradle, using a deep
socket and suitab le soc ket eq uipm ent.
4 Remove cylinder No. 2 spark plug lead by first twisting
the boot to break the seal, then pull on the boot, taking
care not to pull on the lead itself.
Figure 4B2 – 32
5 Using a deep 18 mm socket, universal joint and suitable socket equipment, inserted between the front two exhaust
manifold branches, engage with, then remove the upper, right hand engine mount nut.
6 Raise the engine enough to allow the removal of the third bearing housing assembly retaining bolt. Once removed,
lower the engine back onto the mounts.
NOTE
Lowering the engine is necessary to achieve
optimum clearances for the bearing housing
assembly removal.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–28
Page 4B2–28
7 Remove the bearing housing assembly from the engine oil pan, rotating the assembly to provide sufficient
clearance.
Disassemble
1 With the bearing housing supported in a vice fitted with
soft jaws (1), use seal remover E308 or a commercial
equivalent, to remove the outer oil seal (2) from the
support bearing housing (3).
Figure 4B2 – 33
2 Using suitable circlip pliers (1), remove the outer
bearing retaining circlip (2).
Figure 4B2 – 34
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–29
Page 4B2–29
3 Slide the connecting sleeve and outer ball bearing
race (1) from the housing (2).
NOTE
It may be necessary to bump the housing on a
piece of wood to dislodge the bearing/sleeve
assembly.
4 Remove the O-ring seal from the inner end of the
connecting sleeve and discard.
Figure 4B2 – 35
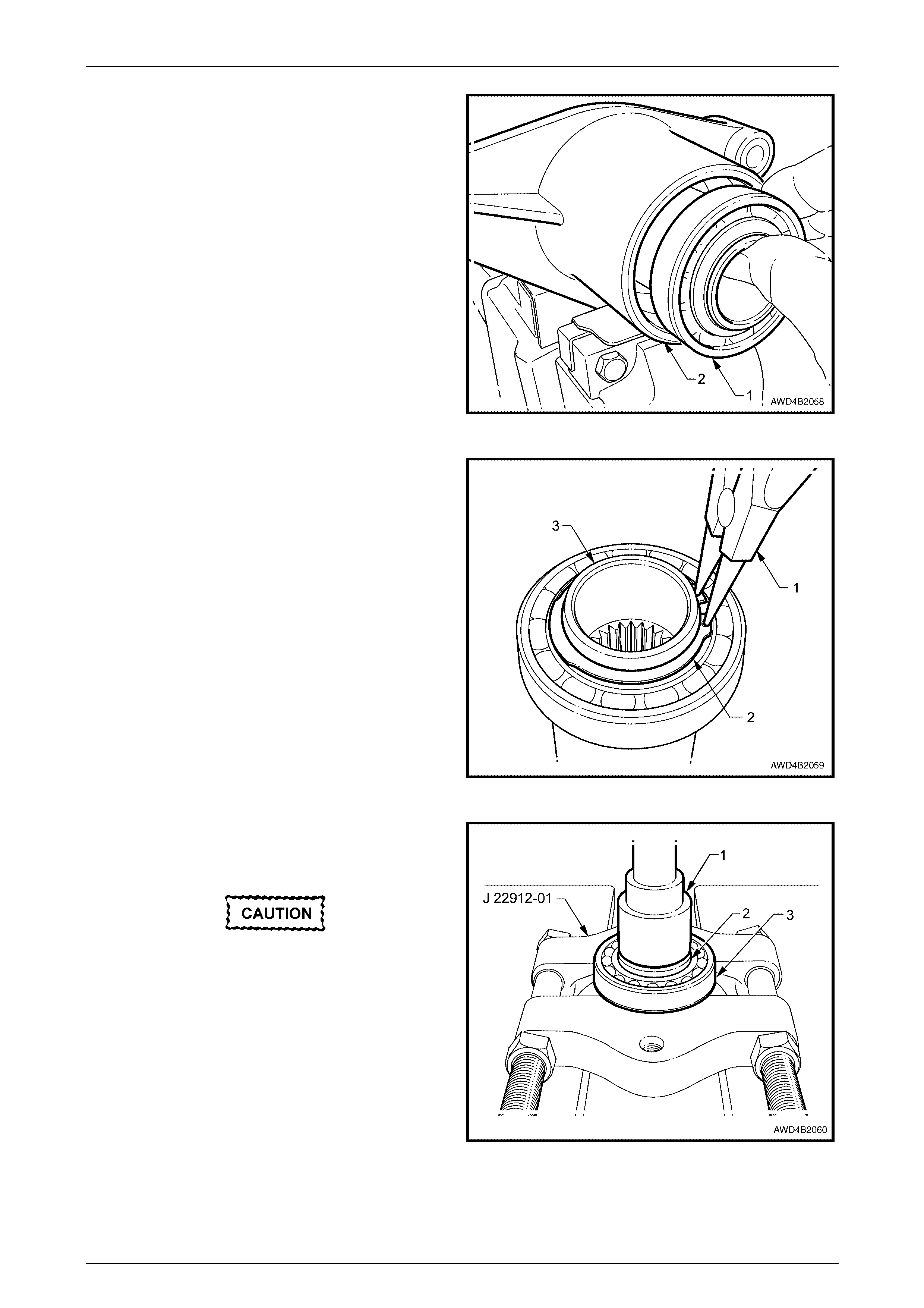
5 Using suitable circlip pliers (1), remove the ball
bearing retaining circlip (2) from the connecting sleeve
(3).
Figure 4B2 – 36
6 Using a drift/tube/socket (1) with an OD of 38 mm and
press plates J22912-01 or equivalent, press the
connecting sleeve (2) from the outer ball bearing (3).
• Do not allow the connecting sleeve to
drop to the floor.
• Discard the bearing after removal as the
ball bearings may have been damaged in
the removal process.
Figure 4B2 – 37

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–30
Page 4B2–30
7 Support the bearing housing over press plates, then
use AU 410 and a drift (1) to press the needle roller
bearing and inner oil seal from the housing. Discard
the removed oil seal and needle roller bearing.
Figure 4B2 – 38
Inspect
Wear eye protection, to avoid personal injury.
1 W ash all components in a suitable solvent and blow dry.
2 Check for spline wear and/or damage in the connecting sleeve and for excess wear at both seal contact or roller
bearing areas. Replace the sleeve if damage/wear is detected.
3 Check the housing for cracks or other damage. Also check that neither bearing is a loose fit in the housing. While
the outer ball bearing is a sliding fit, it should not be loose. If excess clearance or damage is determined, replace
the housing.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–31
Page 4B2–31
Reassemble
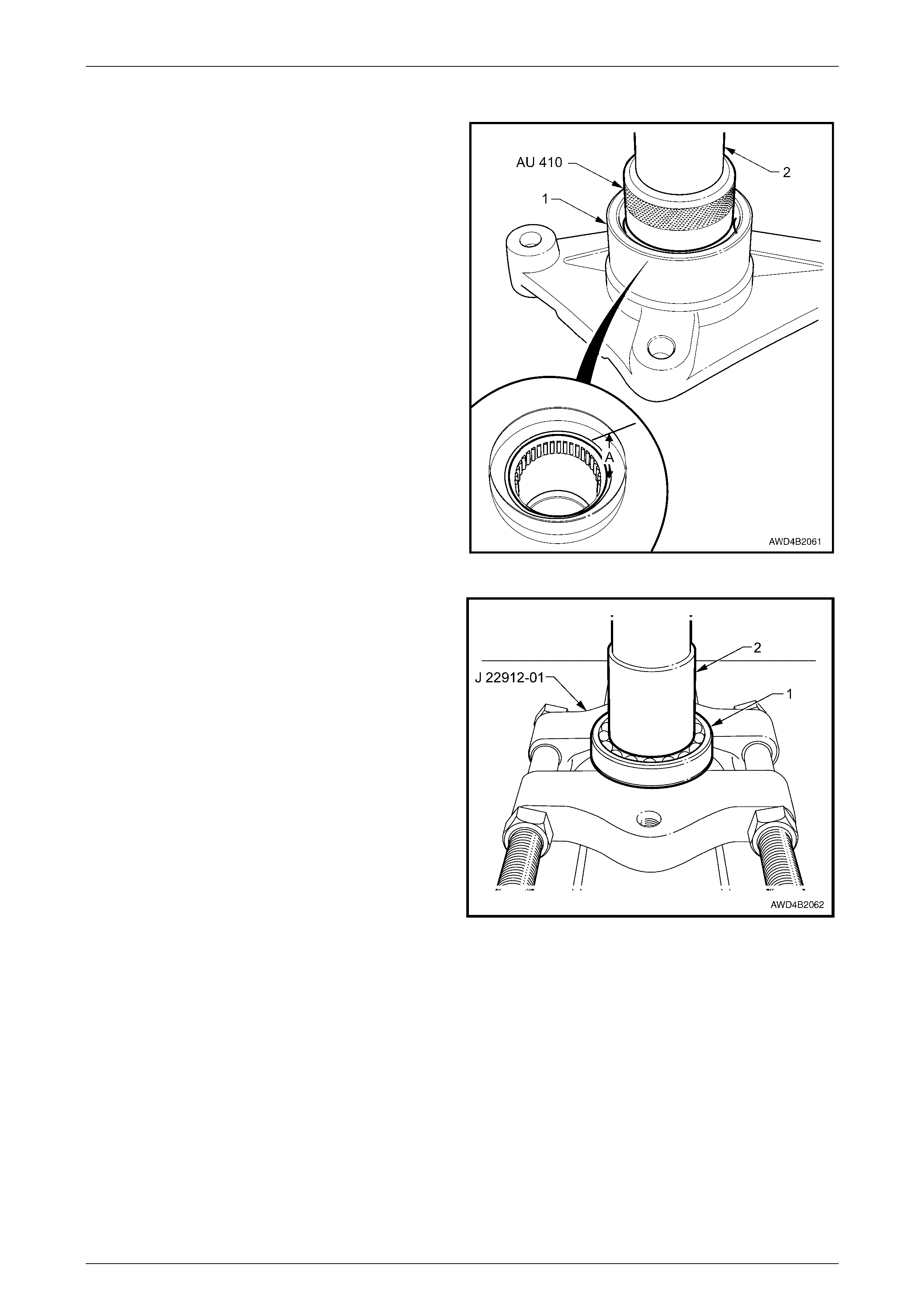
1 Pack a NEW needle roller bearing with Mobilgrease
XHP 222 and press into the housing (1) using Tool AU
410 and a suitable drift (2).
NOTE
There is no machined flange to limit the
installation depth of the needle roller bearing.
Therefore, the needle roller bearing should be
installed to a depth of 15 mm from the end face
of the housing (dimension 'A').
Figure 4B2 – 39
2 Pack the ball bearing (1) with Mobilgrease XHP 222
and press the connecting sleeve (2) into the bearing,
using Tool J22912-01 that has previously been
adjusted to a loose fit over the connecting shaft. With
the flat side of the press plates against the bearing,
the press load will be taken on the inner race.
3 Install a new bearing retaining circlip, using suitable
circlip pliers.
4 Smear a new O-ring with Mobilgrease XHP 222 and
install into the needle roller end of the connecting
sleeve.
5 Pack 30 – 50% of the bearing housing recess volume
with Mobilgrease XHP 222 (approximately 9 grams).
Figure 4B2 – 40
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–32
Page 4B2–32
6 Slide the connecting sleeve and ball bearing (1) into
the bearing housing (2), seating with a plastic
hammer.
7 Install a new bearing to housing retaining circlip, using
suitable circlip pliers.
Figure 4B2 – 41
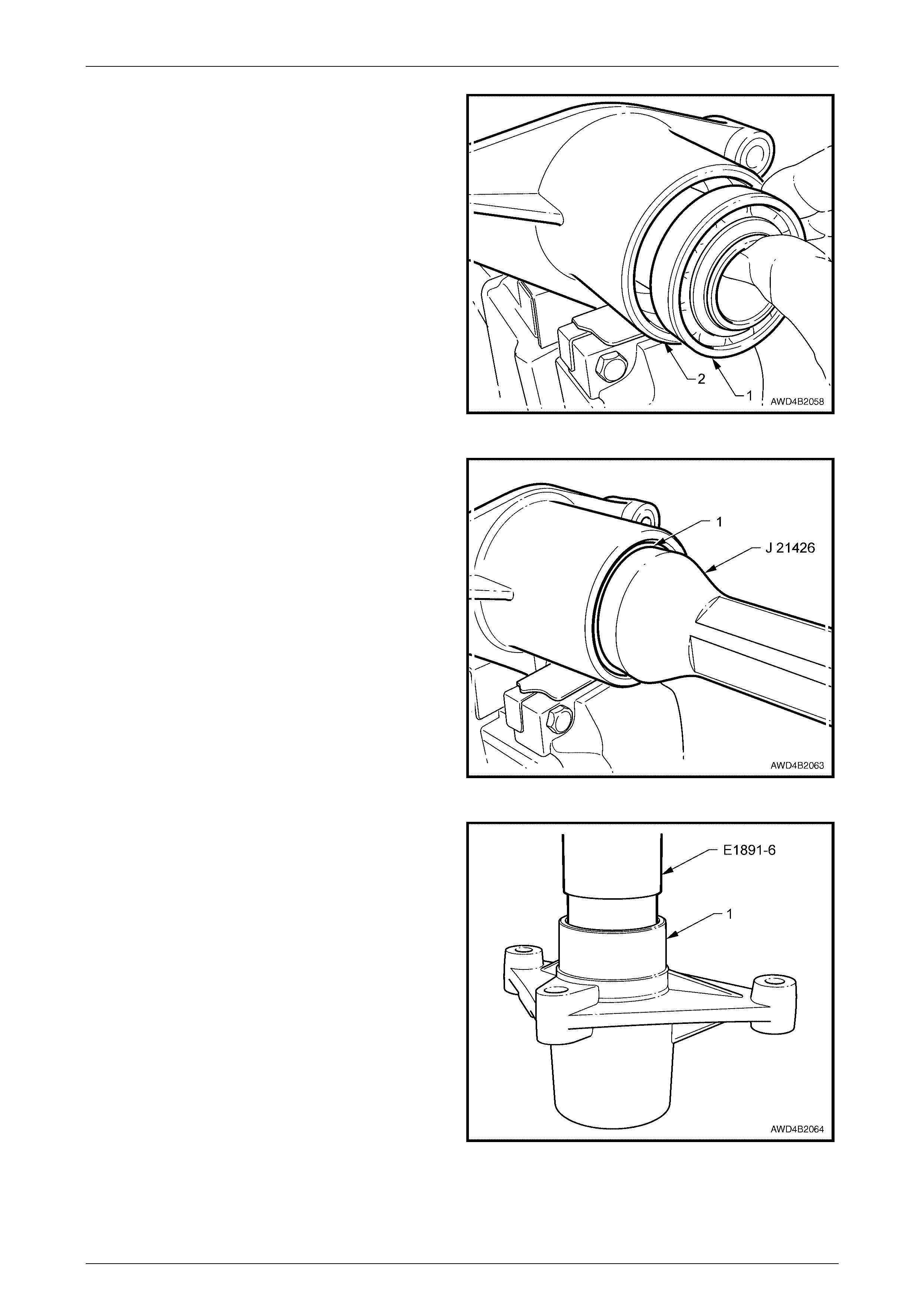
8 Before installing new oil seals, lubricat e with
Mobilgrease XHP 222, with the recesses between the
seal lips being filled to approximately 50%.
9 I ns tall the outer seal (1 ), using seal installer J 21426
until the seal is installed, flush with the end of the
housing.
Figure 4B2 – 42
10 Install the inner seal using sleeve E1891-6 (also
released as 3A8-6), ensuring that the seal is square to
the housing and instal led unti l the outer seal sur fac e is
flush with the housing (1).
Figure 4B2 – 43

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–33
Page 4B2–33
Reinstall
Reinstallation is the reverse of the removal procedure except for the items detailed here.
1 Ensure that the splines of the interconnecting shaft are lubricated with Mobilgrease XHP 222, then engage the
shaft splines with those in the connecting sleeve.
2 Slide the housing assembly into the interconnecting shaft and rotate to install until the housing flanges contact the
engine oil pan.
3 Reinstall the three housing retaining bolts, then tighten to the correct torque specification.
Bearing housing to engine oil pan
retaining bolt torque spe cif icat i on.........................45 Nm
NOTE
Before installation of the front bolt is possible, the
engine must be raised to allow clearance
between the right side engine mount and the
bearing housing.
4 Lower the engine, ensuring that the heat shields are each located correctly on their locating pins.
5 Ensure that the inner splines of the right side driveshaft are lubricated with Mobilgrease XHP 222, then reinstall the
driveshaft. Refer to 2.4 Driveshaft Assembly, Reinstall, in this Section.
6 Install NEW engine mounting nuts to the engine mountings and tighten to the correct torque specification.
Engine mount retaining nut (upper
and lower) torque specification.............................80 Nm
7 Reinstall the spark plug lead to cylinder No. 2.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–34
Page 4B2–34
3.2 Front Final Drive Assembly
LT Section No. – 05-250
Remove
1 Remove the air cleaner assembly. Refer to 5.5 Air Cleaner Assembly, in Section 6C3-3 Service Operations, in the
MY 2003 VY and V2 Series Service Information.
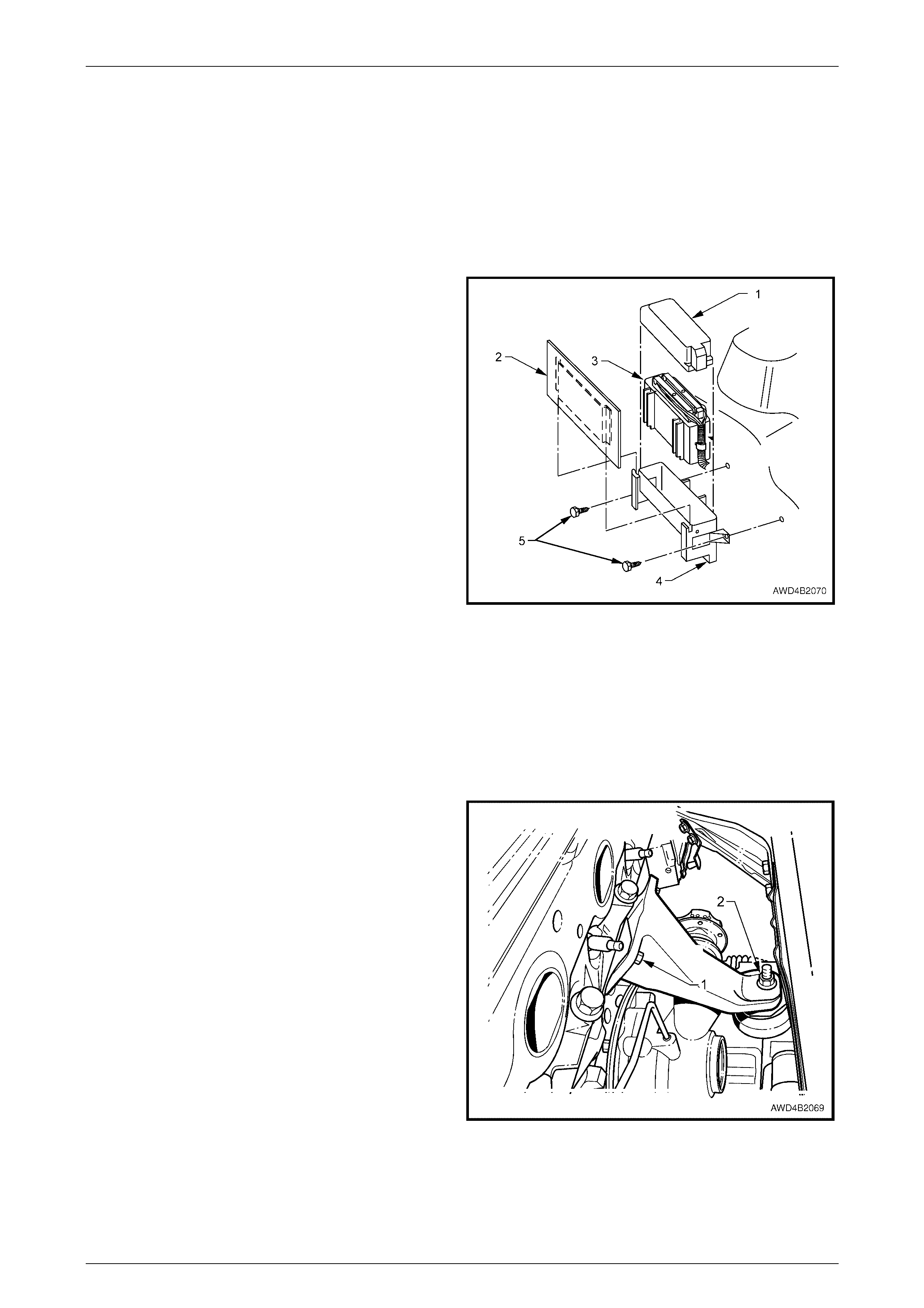
2 Remove the coolant reservoir overflow tube from its
clamp, then remove the heat shield (2) protecting the
Powertrain Control Module (PCM) by pulling up evenly
on each end. Set to one side.
3 Remove the coolant recovery reservoir from the two
mounting pegs, lift up, roll over and disconnect the low
coolant sensor wiring harness connector. Lay the
reservoir forward, leaving all hoses and the cap
installed.
4 Remove the PCM cover (1) and set to one side.
5 Remove the PCM (3) from the engine compartment.
Refer to 2.1 Powertrain Control Module (PCM),
Remove, Section 6C3-3 Service Operations, in the M Y
2003 VY and V2 Series Service Information.
6 Remove the two screws (5) securing the PCM cradle
(4) to the inner fender skirt, then remove the cradle
from the engine compartment.
Figure 4B2 – 44
7 Remove the left side exhaust manifold. Refer to 2.21 Exhaust Manifold, in Section 6A3 Engine Mechanical, in the
MY 2003 VY and V2 Series Service Information.
NOTE
Remove the exhaust manifold from the engine
bay, in the gap left by the removed air cleaner
assembly.
8 Loosen the four 13 mm bolts (1) securing the left side
engine mount bracket to the engine block, then
remove the upper engine mount to bracket nut (2),
using an 18 mm deep socket. Discard the removed
nut.
9 Raise the vehicle, and support in a safe manner. Refer
to Section 0A General Information , for the location of
jacking and support points.
Figure 4B2 – 45
10 Drain the lubricant from the front final drive assembly. Refer to 2.2 Changing/Flushing Final Drive Lubricant, in this
Section.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–35
Page 4B2–35
11 Completely remove the front propeller shaft. Refer to 2.1 Propeller Shaft, Remove, in Section 4C2 Front Propeller
Shaft & Universal Joints, in the MY 2004 AWD Wagon Service Information.
12 Remove both driveshafts. Refer to 2.4 Driveshaft Assembly, Remove, in this Section.
NOTE
This operation will have disconnected the front
control arm ball joints.
Take care not to damage the heated oxygen
sensor during the exhaust pipe removal
procedure.
13 Disconnect the left side exhaust pipe from the exhaust manifold and the flange behind the catalytic converter. Refer
to Section 8B Exhaust System, in the MY 2004 AWD Wagon Service Information.
14 Before the exhaust pipe can be removed from the vehicle, it will be necessary to remove the rear crossmember.
Mark the relationship of the crossmember to the two side rails.
NOTE
Support of the transfer case is not required
unless the rear mount bracket is also removed.
15 Remove the two bolts on each side and the three bolts securing the rear crossmember to the transfer case
mounting bracket.
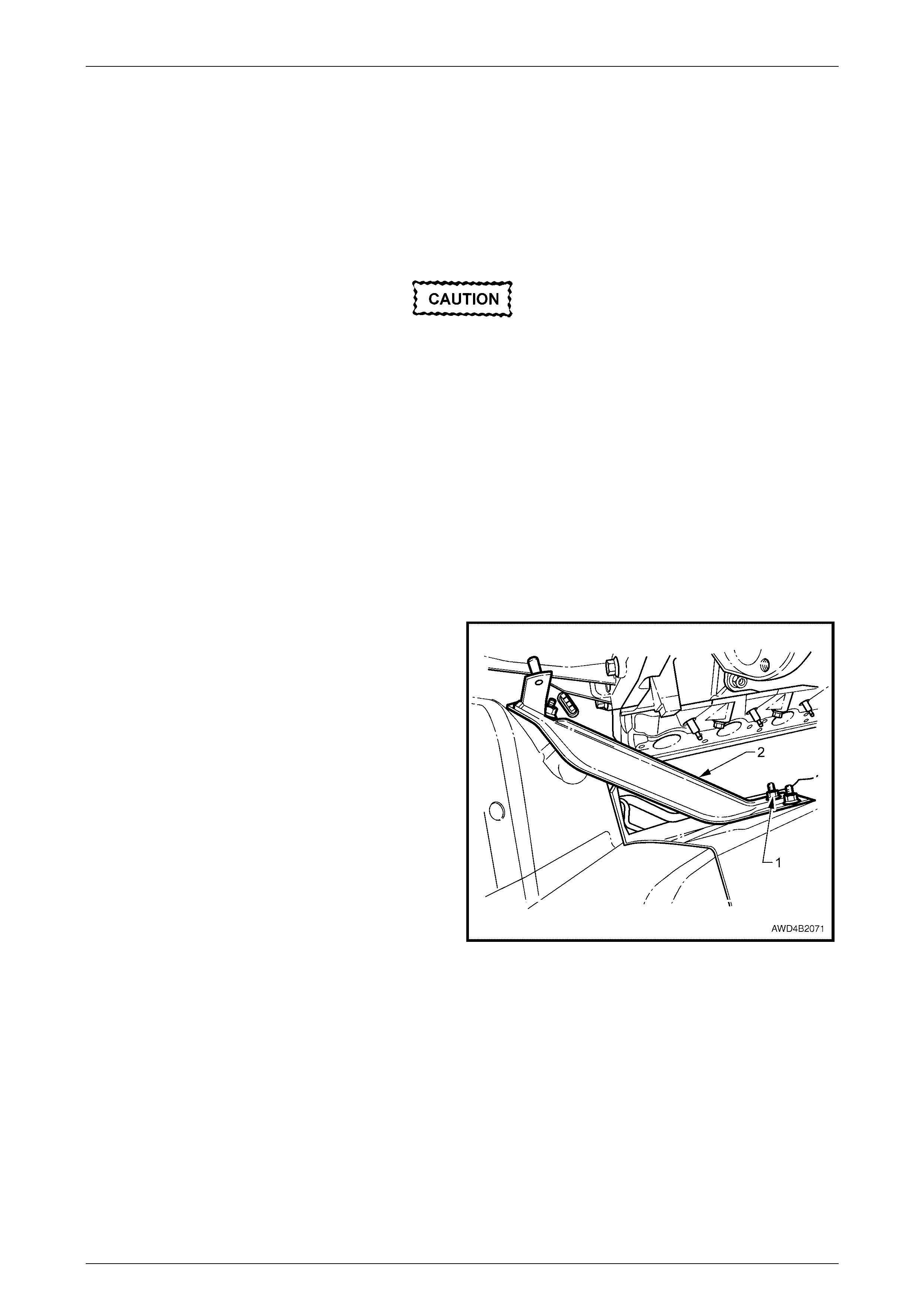
16 Remove the four flanged nuts (1) securing the left
side, upper underbody front side rail brace (2).
Remove the brace (2) from the vehicle.
Figure 4B2 – 46
17 Remove the bearing housing from the right side of the engine oil pan. Refer to 3.1 Bearing Housing Assembly,
Remove, in this Section.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–36
Page 4B2–36
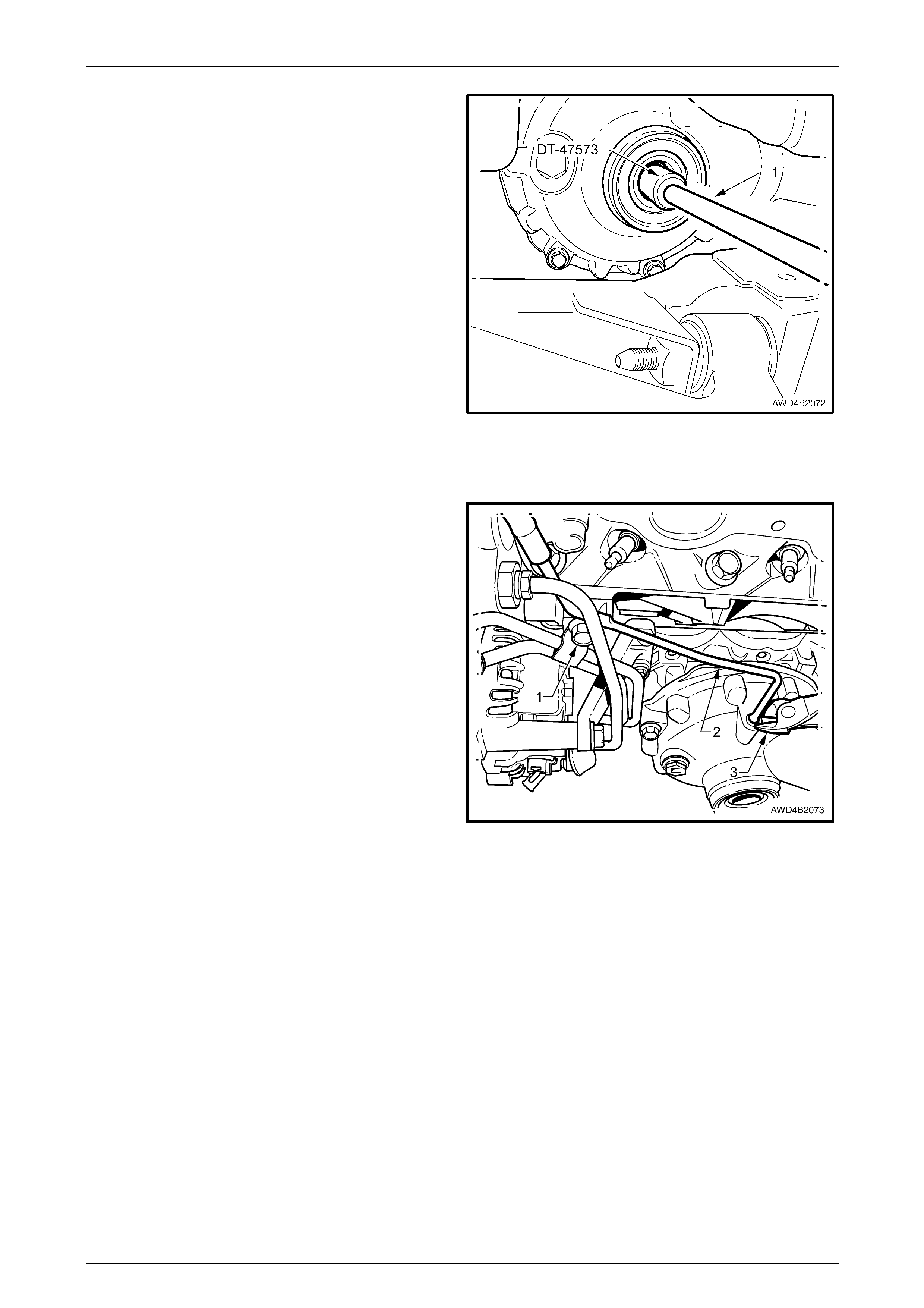
18 Insert final drive ring gear rotation Tool No. DT-47573
into the left side of the final drive and engage the
differential pinion pin.
19 Using a suitable length rod (1) and a plastic hammer,
tap the end of the rotation tool to disengage the
intermediate shaft snap ring from the right side axle
gear in the differential. Remove the interconnecting
shaft from the engine oil pan, on the right side.
Figure 4B2 – 47
20 Support the engine, then remove the left side engine mount bracket bolts. Lift the bracket from the engine bay, then
the heat shield from the mou nt .
21 Disconnect the final drive breather pipe bracket bolt
(1), then remove the steel breather pipe (2) from the
final drive hous ing, us ing side cutting pliers (3) to prise
the pipe and O-ring free.
Figure 4B2 – 48
22 Remove the four final drive assembly to engine oil pan securing bolts.
NOTE
At this stage, it will not be possible to remove any
of the bolts completely from the final drive
housing.
23 Using a suitable lever, prise the final drive assembly from the engine oil pan, releasing the locating dowel at the
pinion end and the final drive cover boss from the engine oil pan.
24 Remove the final drive assembly from under the vehicle by lowering, pinion end first and out through the space left
by the removed side rail brace.
Reinstall
Reinstallation of the front final drive assembly is the reverse of the removal procedure, except for the following:
1 Apply Loctite 243 or equivalent to the cleaned final drive attaching bolt threads, then insert into the final drive
mounting holes. The longest bolt should be in the pinion nose location.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–37
Page 4B2–37
2 Apply a smear of final drive lubricant to the locating boss on the final drive cover housing, before reinstalling into
place in the side of the engine oil pan. Levering the assembly into place may be required to fully install the pinion
locating dowel.
3 Reinstall the four final drive assembly retaining bolts and tighten to the correct torque specification.
Front final drive assembly to engine
oil pan retaining bolts torque specification............70 Nm
4 Ensure that the splines on the interconnecting shaft are lubricated with the recommended final drive lubricant
before reinstalling into the final drive assembly. Gently tap the shaft snap ring into place in the left side differential
axle gear, using a plastic hammer. Once installed, tug on the shaft to check that the retaining ring is engaged in the
side gear groove.
5 Replace the high temperature O-ring seal to the end of the breather pipe, smear with the recommended final drive
lubricant, then reinstall the pipe into the final drive housing.
6 Secure the pipe with the breather pipe bracket bolt and tighten to the correct torque specification.
Front final drive breather pipe bracket
bolt torque specification........................................22 Nm
7 Reinstall the engine mount heat shield, then manoeuvre the engine mount bracket into position. Reinstall the four
bracket to engine block retaining bolts and tighten to the correct torque specification.
Right side engine mount bracket
bolt torque specification........................................50 Nm
8 Reinstall the exhaust manifold after cleaning the mating surfaces and fitting a new gasket. Refer to Section 6A3
Engine Mechanical – GEN III V8 Engine, in the MY 2003 VY and V2 Series Service Information. Tighten the
retaining bolts to the correct torque specification, working from the centre, outwards.
Engine exhaust manifold bolt
torque specification ..............................Stage 1 – 15 Nm
Stage 2 – 25 Nm
9 Reinstall the upper underbody front side rail brace, then secure with the four retaining nuts, tightening to the correct
torque specif ication.
Underbody front side rail brace
nut torque specification ........................................25 Nm
10 Reinstall the front propeller shaft. Refer to 2.1 Propeller Shaft, Reinstall, in Section 4C2 Front Propeller Shaft &
Universal Joints, in the MY 2004 AWD Wagon Service Information.
11 Reinstall the exhaust pipe. This will require a new gasket being fitted to the cleaned rear mounting flange.
12 Install all exhaust related fasteners and tighten to the correct torque specifications. Refer to Section 8B Exhaust
System, in the MY 2004 AWD Wagon Service Information.
Exhaust pipe to manifol d flang e
nut torque specification ........................................25 Nm
Exhaust pipe to intermediate
exhaust pipe flange bolt
torque specific atio n ..............................................45 Nm
Catalytic converter bracket to
catalytic conv ert er bolt
torque specific atio n ..............................................25 Nm
13 Reinstall the rear crossmember, aligning marks made before removal. Install all fasteners and tighten to the correct
torque specif ication.
Transmission rear crossmember
attaching bolts torque specification – All ..............55 Nm
14 Ensure that the outer splines of the interconnecting shaft are lubricated with Mobilgrease XHP 222, then slide the
housing assembly onto the interconnecting shaft, engaging the splines, until the housing flanges contact the oil
pan. Refer to 3.1 Bearing Housing Assembly, Reinstall.
Front Final Drive, Bearing Housing & Driveshafts Page 4B2–38
Page 4B2–38
15 Reinstall the three bearing housing assembly to engine oil pan retaining bolts and tighten to the correct torque
specification.
Bearing housing to engine oil pan
retaining bolt torque specification......................... 45 Nm
16 Reinstall both driveshafts. Refer to 2.4 Driveshaft Assembly, Reinstall, in this Section.
17 After checking that both engine mount heat shields are in the correct position, lower the engine weight onto the
engine mounts, reinstall and tighten new engine mount to crossmember nuts to the correct torque specification.
Engine mount retaining nut
torque specification – All ...................................... 80 Nm
18 Fill the front final drive with the recommended lubricant. Refer to 2.1 Checking Final Drive Lubricant Level and
2.2 Changing/Flushing Final Drive Lubricant, in this Section.
19 Reinstall the road wheels, aligning marks made on removal but do not tighten at this stage.
20 Lower the vehicle to the ground, bounce the front suspension several times, then push backwards and forwards to
settle the suspension.
21 Tighten the road wheel nuts working in a star pattern to the correct torque specification. Refer to
Section 10 Wheels and Tyres, in the MY 2003 VY and V2 Series Service Information.
Road wheel attaching
nut torque specification ...................................... 125 Nm
22 Check and correct (as required) the front wheel alignment. Refer to 2.2 Wheel Alignment Checking and
Adjustment, in Section 3 Front Suspens ion, in MY 2004 AWD Wagon Service Information.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–39
Page 4B2–39
3.3 Removed Final Drive Assembly
LT Section No. – 05-250
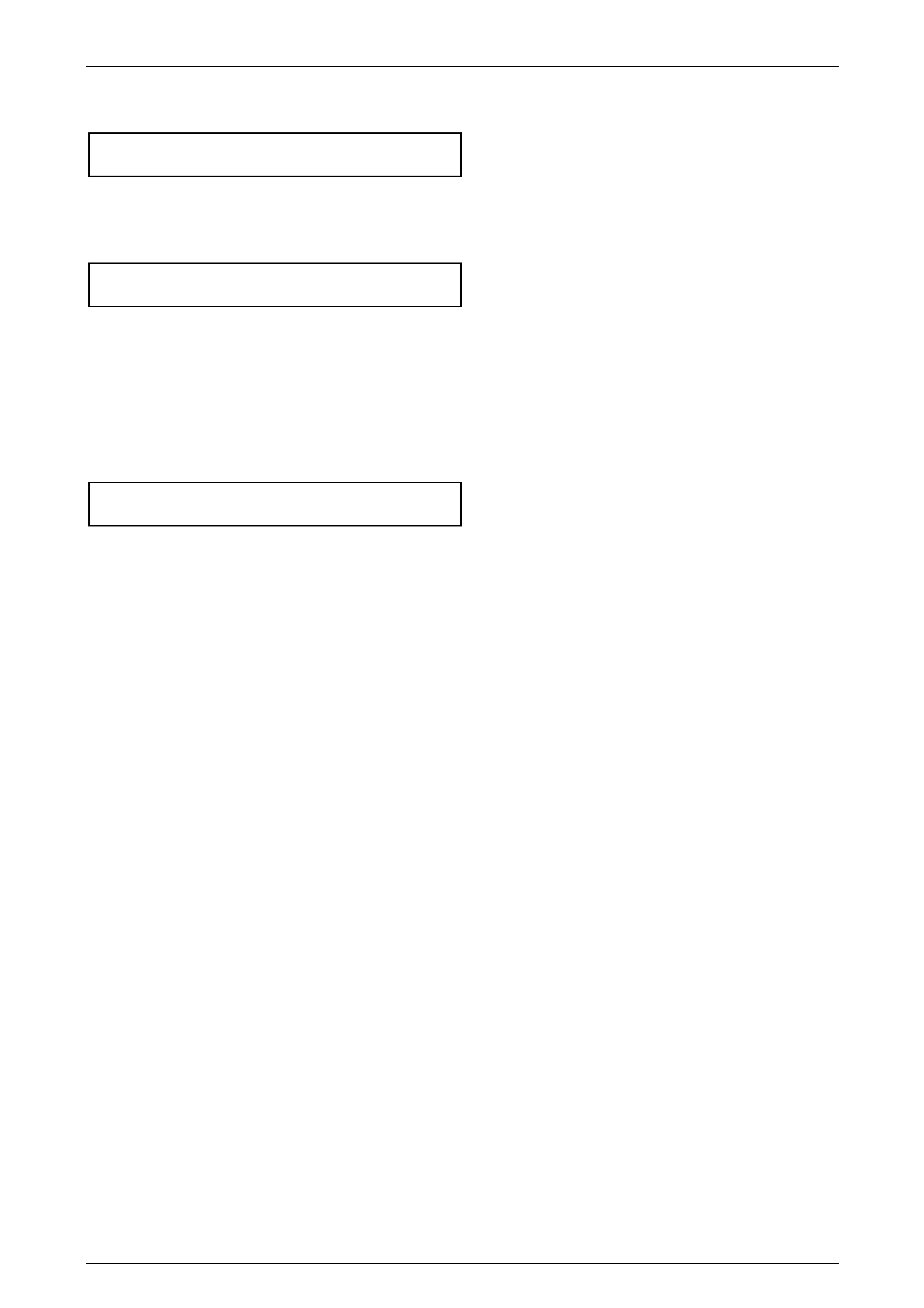
Figure 4B2-49
Legend
1 Pinion Nut
2 Pinion Flange
3 Slinger
4 Pinion Oil Seal
5 Pinion Outer (Tail) Bearing Cone
6 Pinion Outer (Tail) Bearing Cup
7 Collapsible Spacer
8 Pinion Position Shim
9 Pinion Inner (Head) Bearing Cup
10 Pinion Inner (Head) Bearing Cone
11 Hypoid Pinion Gear
12 Drain Plug
13 Filler Plug
14 Carrier Housing
15 Driveshaft Oil Seal
16 Differential Position Shim
17 Different ial Bearing Cup
18 Different i al Beari ng Cone
19 Hypoid Ring Gear
20 Differential Case
21 Ring Gear Retaining Bolts (8 pl aces)
22 Cover Aligning Hol l ow Dowel
23 Cover
24 Cover Retaining B olts (10 pl aces)
25 Pinion Nose Angle Locating Dowel
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–40
Page 4B2–40
Disassemble
Final Drive Cover
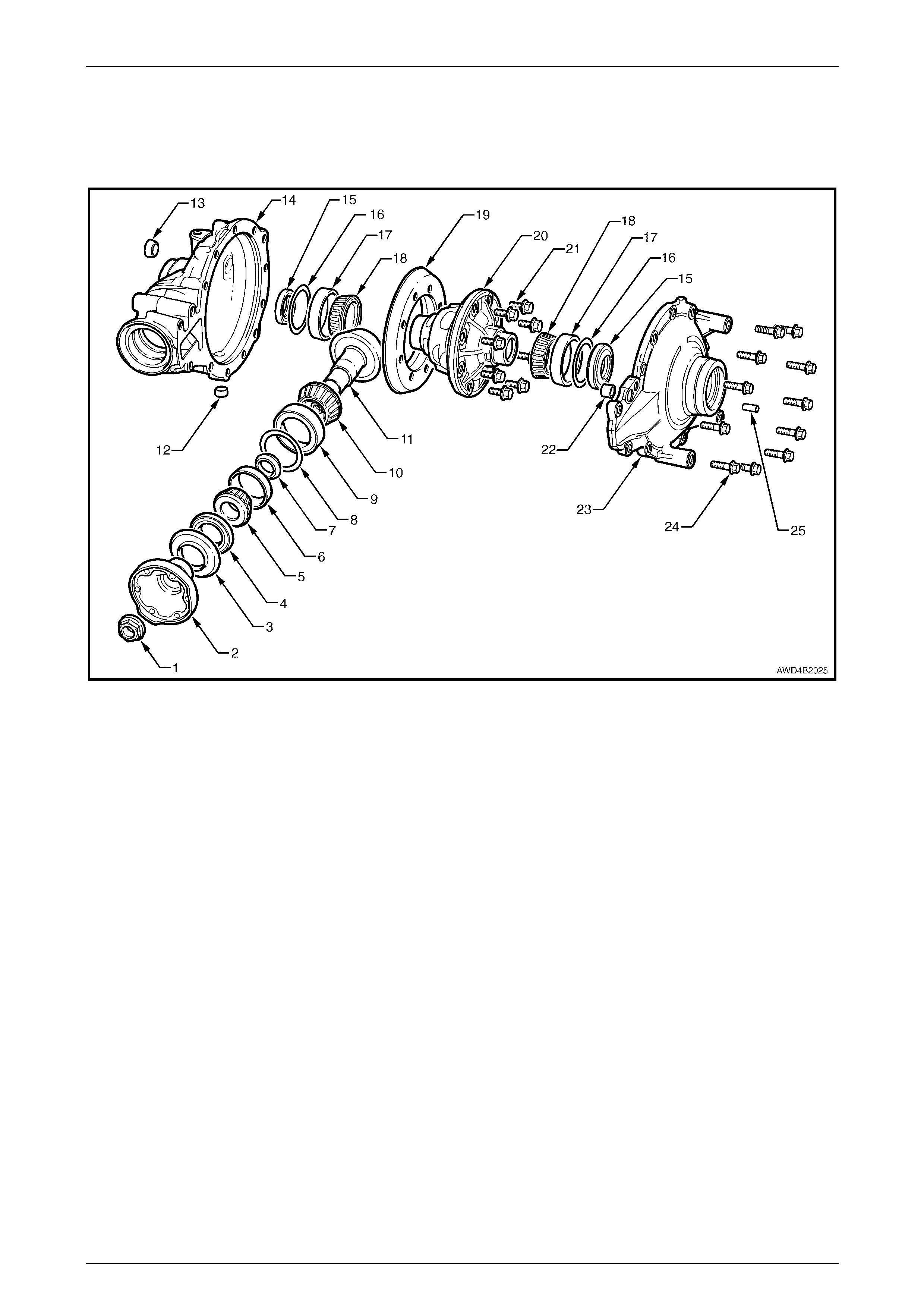
1 Using Tool No. E308 or a commercial equivalent,
remove the oil seal (1) from the cover housing (2) and
discard.
Figure 4B2 – 50
2 Support the final drive assembly, with the cover bolts
facing upward.
3 Remove the 10 cover bolts.
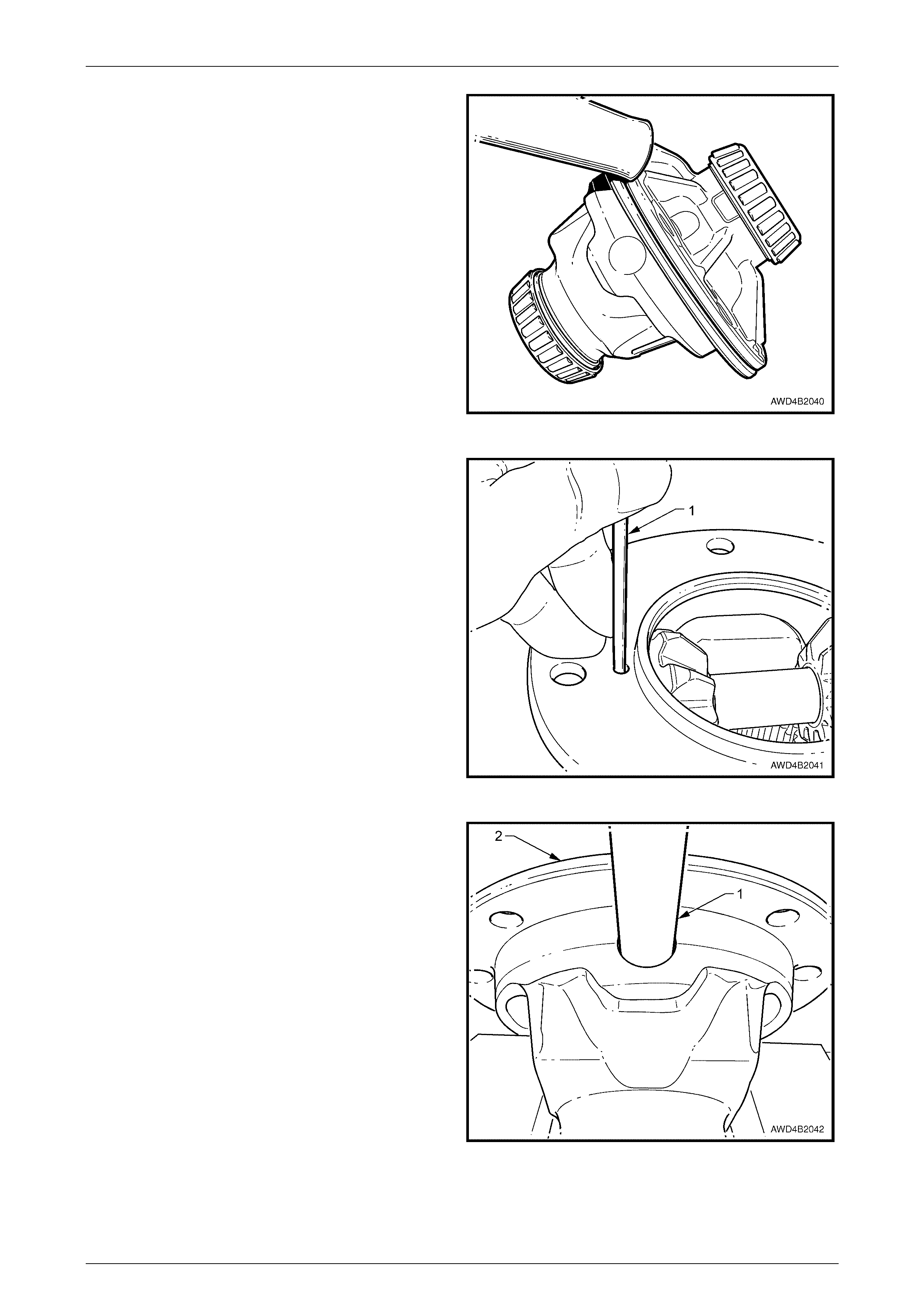
4 Use a suitable lever at each of the points provided ('A',
'B' and 'C'), break the sealant seal, then lift the cover
from the carrier housing and the sleeve dowel (1). Set
the cover to one side.
5 Using a suitable scraper, remove the sealant remains
from the cover and carrier housings.
Figure 4B2 – 51
Before proceeding with the disassembly process, the gear tooth contact should be examined and recorded as a
comparison when the reassembly takes place.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–41
Page 4B2–41
Examining Gear Tooth Contact
Wear eye protection when using compressed
air to dry washed components.
Do not allow bearings to spin when applying
compressed air in the drying-off process.
1 Lift the differential and ring gear assembly from the carrier housing, then wash all components in a suitable solvent
and blow dry, using compressed air.
2 Apply light oil to the roller bearings, then apply a thin coating of a gear marking compound to the ring gear teeth.
3 Reinstall the ring gear and differential to the carrier housing, then reinstall the cover and the 10 bolts, tightening
each to the correct torque specification.
Final drive cover bolt
torque specific atio n ..............................................45 Nm
4 Install ring gear rotation tool DT-47573 to engage with the differential pin and grasp the tool to apply a load to the
ring gear while rotating the pinion about 10 times in each direction.
5 Remove the 10 bolts securing the cover to the carrier housing, then remove the cover and the ring gear/differential
assembly.
6 Examine the ring gear tooth marking and record. The most convenient method would be to use a digital camera.
Refer to 'Ring Gear and Pinion Contact Pattern', in 3.3 Removed Final Drive Assembly, Reassemble, Section 4B,
in the MY 2003 VY and V2 Series Service Information, for typical and acceptable tooth contact patterns.
Drive Pinion
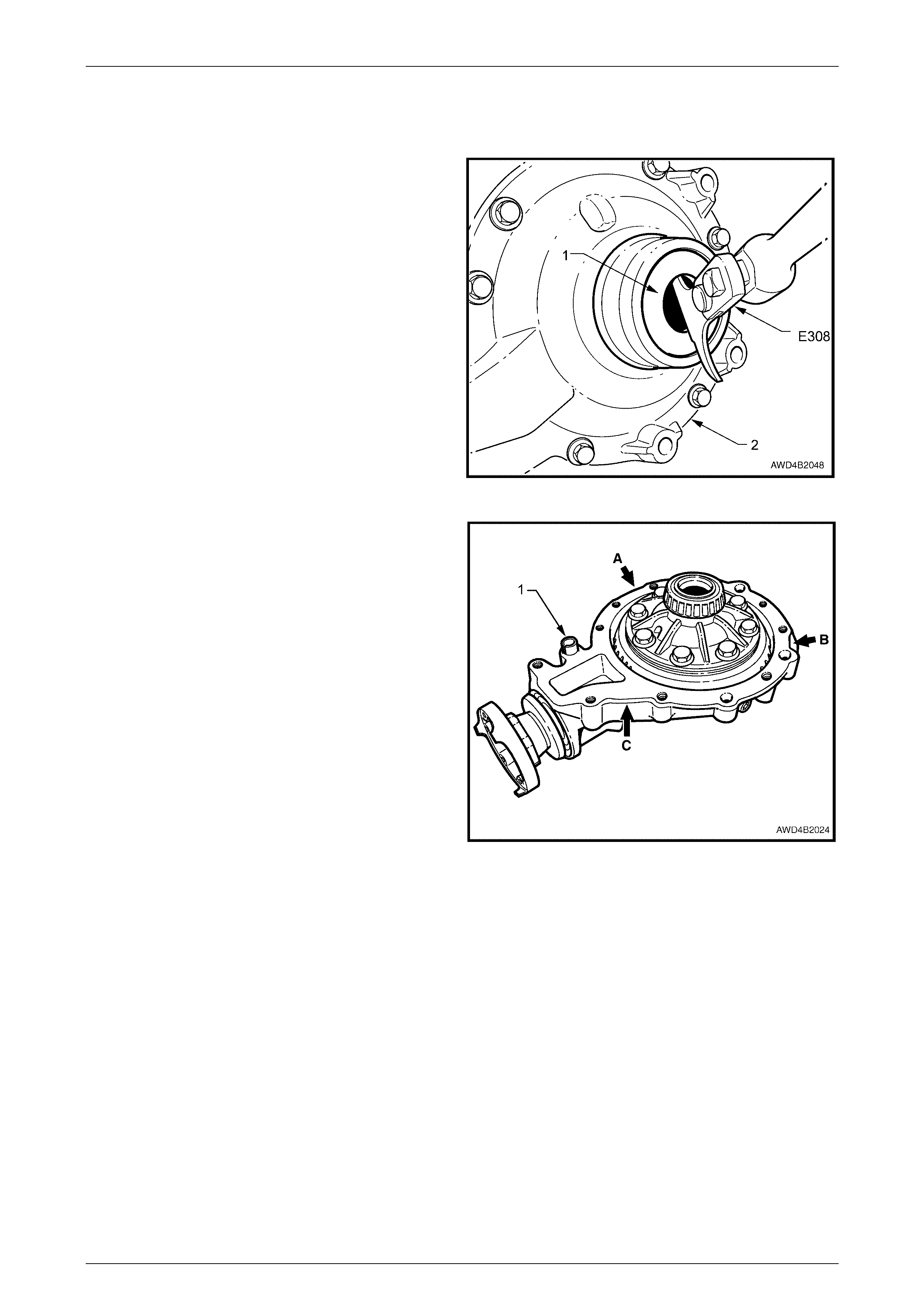
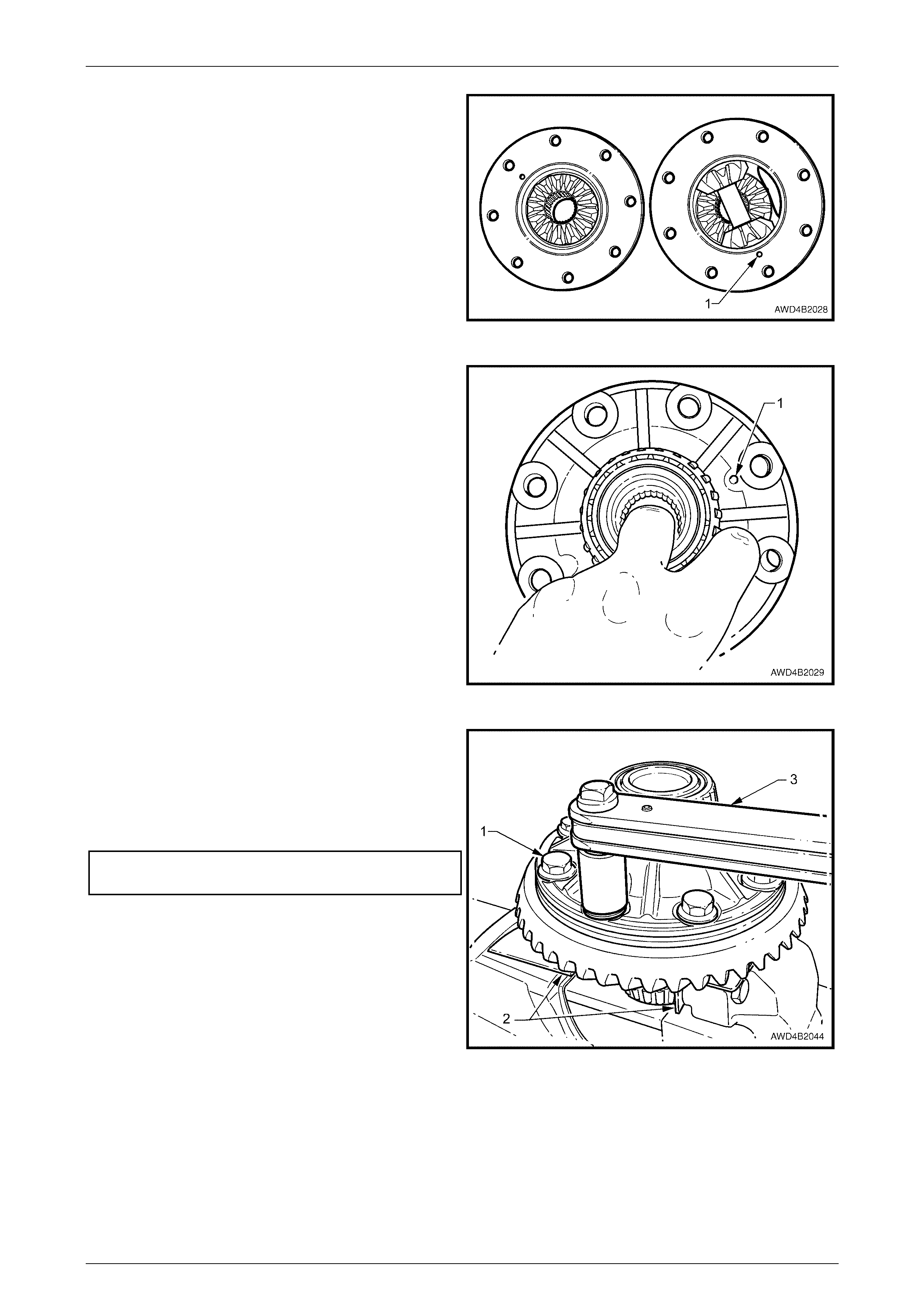
1 Mark the relationship of the pinion flange to the pinion
shaft (1), using correction fluid (e.g. 'whiteout'). This
step will minimise the chance of pinion flange runout,
should the pinion and flange not require replacement.
Figure 4B2 – 52
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–42
Page 4B2–42
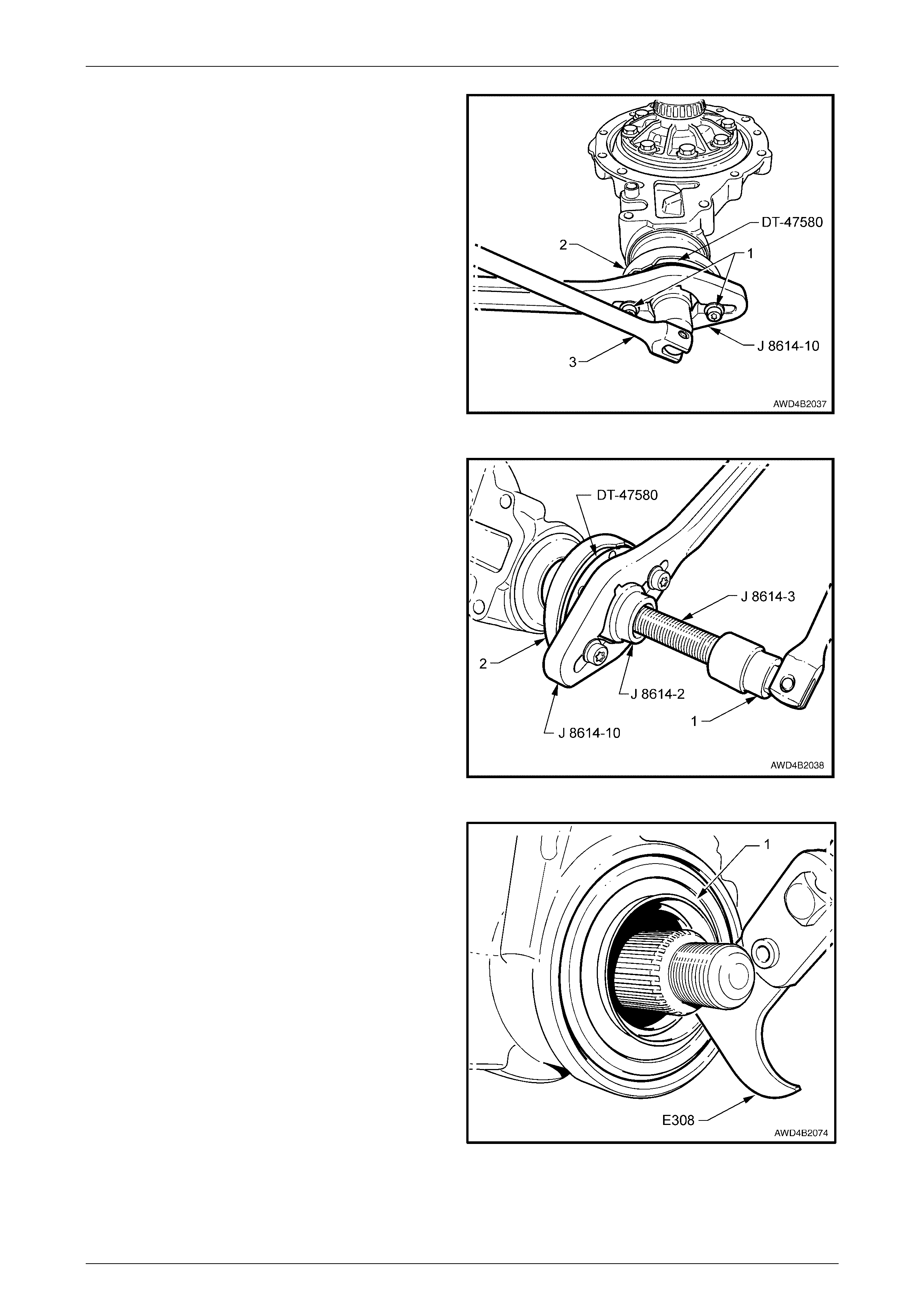
2 Install packing ring, Tool No. DT-47580 into the pinion
flange recess, aligning the holes with those in the
pinion flange.
3 Using two of the propeller shaft constant velocity joint
bolts (1), with flat washers, secure the holding bar,
Tool No. J 8614-10 (part of Tool No. J 8614-O1) to the
pinion flange (2). The central recesses in the holding
tool should face inward.
4 Using a 30 mm deep socket and bar (3), loosen then
remove the pinion flange retaining nut.
NOTE
A suitable length of pipe installed over the end of
the socket bar will reduce the effort required to
loosen the pinion flange nut.
Figure 4B2 – 53
5 W ith Tool No. J 8614-10 and packing ring, Tool No.
DT-47580 still installed, thread the forcing screw, Tool
No. J 8614-3, into the adaptor, Tool No. J 8614-2.
Install this sub-assembly into holder, Tool No. J 8614-
10, then rotate through 45° to locate in the recesses in
J 8614-10.
6 W hile holding J 8614-10, use a socket and bar (1) to
rotate the forcing screw J 8614-3 to remove the pinion
flange (2).
7 Remove the tools from the pinion flange.
Figure 4B2 – 54
8 Prise the pinion oil seal (1) from the carrie r housing,
using Tool E308 or a commercial equivalent.
9 Use a soft faced hammer, driv e the pinion fr om the
outer (tail) bearing cone.
NOTE
With the offset of the carrier housing, it will be
necessary to hold the pinion to one side, as it is
being driven from the outer bearing. If not, the
pinion head will strike the carrier housing before
being released from the bearing.
10 Remove the outer (tail) pinion bearing and collapsible
spacer from the final drive housing.
Figure 4B2 – 55
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–43
Page 4B2–43
11
A
gain using Tool No. E308, remove the carrier bearing
oil seal from the carrier housing.
Figure 4B2 – 56
Wear eye protection when using compressed
air to dry washed components.
Do not allow bearings to spin when applying
compressed air in the drying off process.
12 Clean all components in a suitable cleaning solvent and blow dry, taking care not to spin any of the roller bearings
with compressed air. Inspect the pinion and the bearings for wear and/or damage.
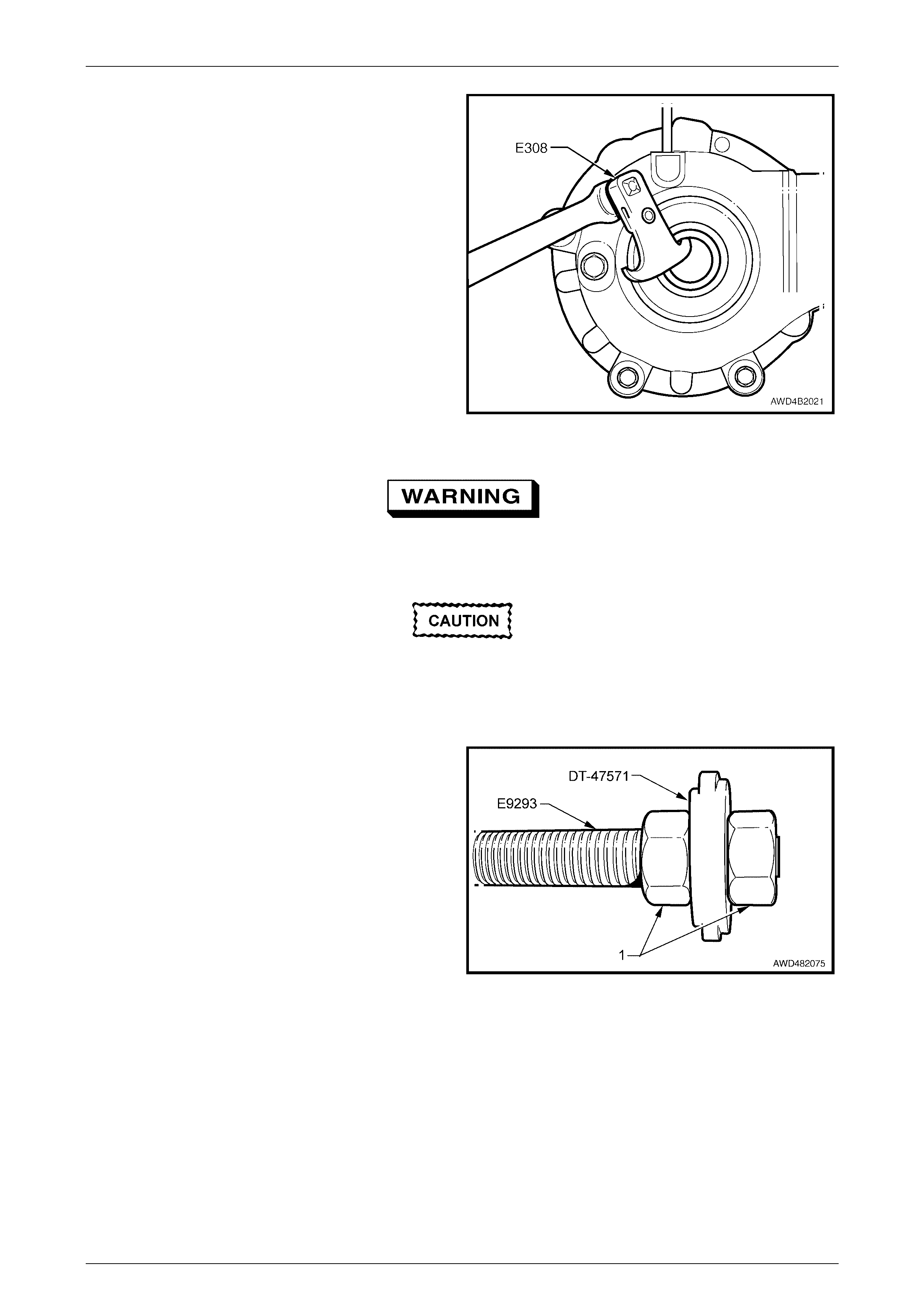
13 To remove the inner pinion bearing cup, first assembl e
the bearing cup remover DT-47571 onto the bolt of
Tool No. E9293 and secure with a nut (1) on each
side.
Figure 4B2 – 57

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–44
Page 4B2–44
14 After clamping the carrier housing in a vice fitted with
soft jaws, insert the bolt and pi nion bear ing cup
removing tool DT-47571 into the pinion cavity, aligning
the tool with the two cut-outs in the housing.
15 Drive the inner pinion bearing cup from the housing
using a hammer.
Figure 4B2 – 58
16 If the pinion bearings are to be replaced, remove the
outer (tail) pinion bear ing cu p, as follows:
a Assemble pinion bearing cup remover, Tool No.
E9293 with the larger land of the remover, Tool
No. DT-47571 into the outer (tail) cup and the
plate (part of Tool No. E9293) over the pinion
opening in the carrier housing.
b Install the bolt through the pinion bearing cup
remover, bearing cup and plat e, then install the
thrust race, washer and nut.
c W hile holding the bolt head, tighten the nut to
remove the bearing cup from the carrier housing.
Figure 4B2 – 59
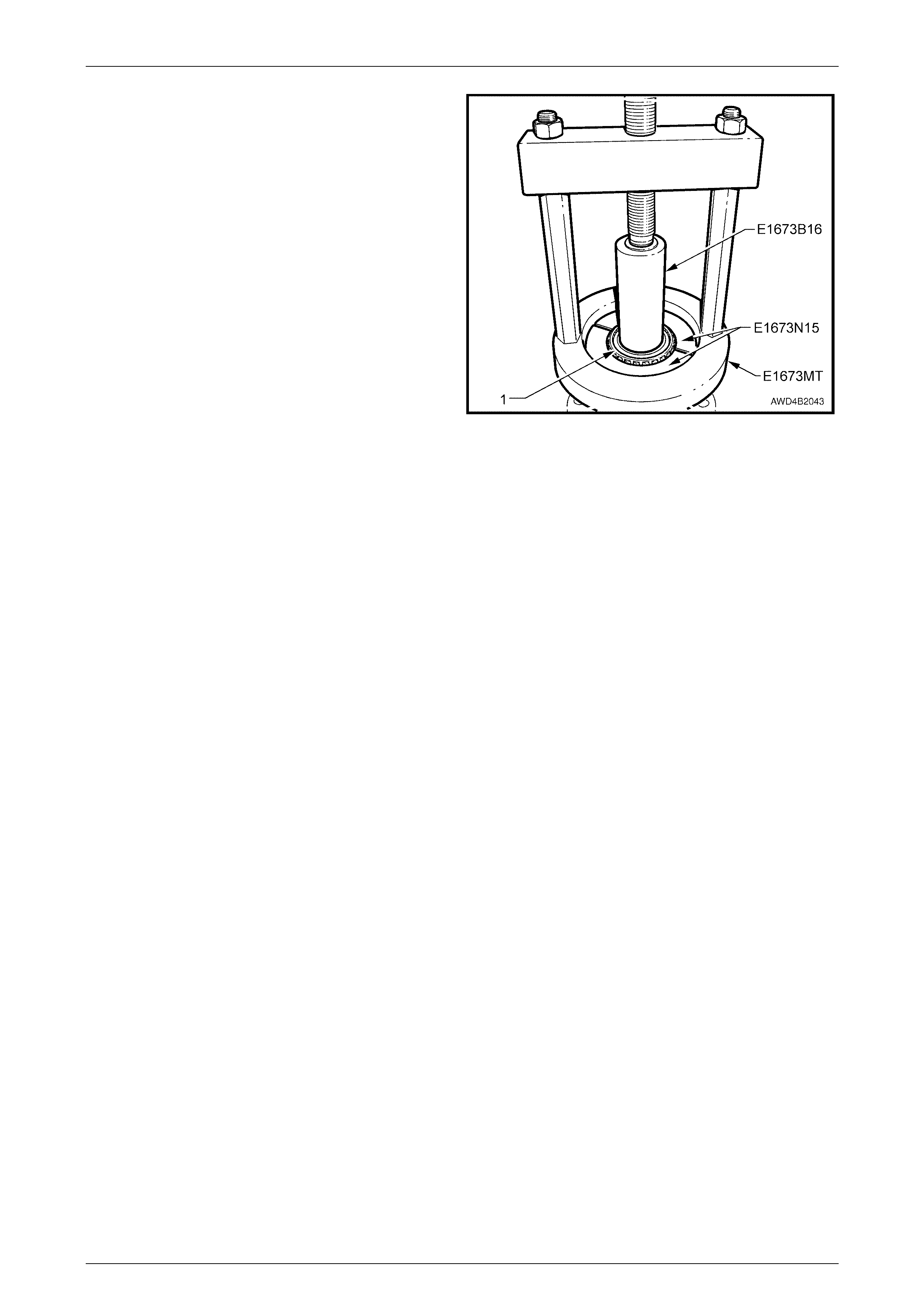
17 To remove inner bearing cone from the pinion, remove
legs from the ring of Tool No. E1673 MT.
18 Place ring on suitable press plates. Install pinion and
adaptors E 1673-A15 into the ring. Use a press (1) to
remove the pinion (2) from the bearing (3). Discard the
removed bearing ( 3).
NOTE
Do not allow the pinion to drop and hit the floor.
Figure 4B2 – 60

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–45
Page 4B2–45
Differential Assembly
Figure 4B2-61
Legend
1 Differential Case
2 Side Gear Thrust Washer
3 Different i al Side Gear
4 Different i al Pinion Gear
5 Different i al Pinion Gear Thrust Washer
6 Differential Pinion Shaft
7 Locking Roll Pin
1 Secure the differential housing in a vice fitted with soft
jaws.
2 Using suitable socket equ ipm e nt (1), loosen the ring
gear retaining bolts (2), working from opposite sides
until all bolts are loosened. Remove and discard all
bolts, as they must be renewed on reassembly.
NOTE
The ring gear bolts have a right hand thread.
Do not use a screwdriver to prise between
ring gear and case.
3 Remove the ring gear from the differential case, either
by using a press or a soft faced hammer. Support the
differential case (or ring gear) during this operation to
prevent it from dropping and striking the floor or bench
top.
Figure 4B2 – 62
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–46
Page 4B2–46
4 Using a suitable sized brass drift, separate the two
piece differential case.
Figure 4B2 – 63
5 Using a suitable sized pin punch (1) and hammer,
remove the differential pinion cross shaft retainer roll
pin.
Figure 4B2 – 64
6 With the differential case (2) held in a vice fitted with
soft jaws, use a suitable sized brass drift (1) and
hammer to drive the differential pinion cross shaft out
from the differential case (2).
7 Lift the pinion gears and thrust washers from the case.
8 Remove the side gears and thrust washers from each
side of the case.
9 If inspection shows that the side bearing cones and
cups are undamaged, the bearing cones may be left
installed on each of the case halves.
NOTE
If the bearing cones are removed, then the
cones and cups must be replaced with new parts
on reassembly.
Figure 4B2 – 65
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–47
Page 4B2–47
10 If the side bearings are to be replaced, use Tool No.
E1673MT, with E1673N15 adaptors and distance
piece, E1673B16, to remove the bearing cones (1).
Discard the removed bearings.
Figure 4B2 – 66
Inspect
General Items
• Thoroughly clean all parts with a suitable, clean solvent.
• Oil the bearings immediately after cleaning and drying to prevent rust developing.
• Inspect the parts for any major defects.
• Clean the inside of the case before rebuilding and installing the parts, inspect individual parts as detailed next:
Gears
• The pattern taken during the dismantling process should help in judging if the ring gear and pinion can be re-used.
Worn gears cannot be rebuilt to correct a noisy condition. Gear scoring is the result of excessive shock loading or
the use of an incorrect lubricant.
• Scored differential gears must be replaced. Examine the teeth and thrust surface of all differential gears.
• Check the fit of the side gear hubs in the case. Wear on the hub of the side gear can cause a “clunking” noise
when the vehicle is driven at low speeds.
• Check that none of the thrust washers shows signs of wear, cracks or burrs.
• Wear on splines, thrust surfaces, or thrust washers can contribute to excessive driveline backlash.
• Inspect differential pinion gear bores and shaft surfa ce s for scorin g.
Bearing Cups
• Check bearing cups for rings, scores, galling or erratic wear patterns. For various roller bearing abnormal wear
conditions and their causes, refer to 4.4 Bearing Diagnosis, in Section 4B Final Drive & Driveshafts, in the MY 2003
VY and V2 Series Service Information.
• Pinion bearings cups must be solidly seated. Check by attempting to insert a 0.05 mm feeler between these cups
and the bottom of their bores. Ensure that seating surfaces are clean and free from burrs or raised metal.
Bearing Cone and Roller Assemblies
• The bearings in the differential case and the rear (head) pinion should be checked before being removed from the
differential case or pinion. If these bearing cup and cone assemblies are removed, they must be discarded and
replaced with new parts.
• When lightly oiled and rotated in their respective cups, bearing cone rollers must turn without roughness. Examine
the roller ends for wear. Step-wear on the roller ends indicates the bearing preload was incorrect or the rollers were
slightly misaligned. Refer to 4.4 Bearing Diagnosis, in Section 4B Final Drive & Driveshafts, in the MY 2003 VY and
V2 Series Service Information for examples of abnormal bearing wear and their causes.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–48
Page 4B2–48
Pinion Flange
• Check the flange mating face run-out. Refer to 5 Specifications for the maximum Total Indicated Runout (TIR).
• The end of the flange that contacts the bearing cone and the seal surface must be free from imperfections.
• Check that the constant velocity (constant velocity) joint bolt threads are in good condition. Clean out any residual
thread sealant by using an 8 mm tap.
Carrier and Cover Housings
• Check that the differential bearing bores are smooth and the differential carrier bearing preload spacer washer
abutment faces are not dama g ed.
Differential Case
• Carefully examine the case for damage and ensure that bearing seating surfaces are free from dirt and burrs. The
bearing assemblies will fail if they do not seat correctly against the shoulder on the housing.
• The ring gear spigot and mating surfaces for the differential case halves should be clean and free from burrs.
• Check that the differential pinion pin bores in the differential case are not oval.
• Check that the mating surfaces for the two case halves are clean and free from burrs.
• The differential side gear journal bores should be clean and free from scoring. The thrust surfaces for the
differential case halves should be clean and free from burrs.
Reassemble
Differential
1 Before assembly, lubricate all differential parts with the
recommended front final drive lubricant.
2 Reinstall a side gear thrust washer (1) over each side
gear (2), ensuring that the thrust washer is installed in
the orientation shown.
3 Reinstall one side gear and thrust washer into the
recess in the larger differential case half.
4 Mesh the two pinion gears with the installed side gear
and align with the pinion shaft roll pin hole in the
differenti al cas e.
NOTE
To overcome the risk of damaging the thrust
washers through misalignment, using a
fabricated wooden dowel of 18.5 mm diameter
(100 mm long) can be used to align both pinions
and their thrust washers before installation of the
pinion shaft.
Figure 4B2 – 67
5 Align the roll pin hole by sight, in the differential case with the hole in the differential pinion pin, then use a brass
drift and hammer to drive the pinion pin into position, until the roll pin hole is in alignment.
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–49
Page 4B2–49
6 Using a suitable pin punch and hammer install a new
roll pin (1) through the differential case until the pin
protrudes through on the machined case half by about
6 mm. This will ensure a positive location for the case
cover.
7 Reinstall the remaining side gear and thrust washer
into the smaller case half.
Figure 4B2 – 68
8 While holding the side gear and thrust washer in
position with a finger, reinstall the case cover over the
differenti al case, mes hing the differenti al gears and
aligning the roll pin with the accompanying hole in the
case cover (1).
9 Turn the differential assembly over, then Install the
ring gear into position on the differential case, aligning
the bolt holes.
NOTE
• For ease of assembly, heating the ring gear
on an electric hot plate until it is hot to the
hand, before inst alla tio n.
• Under no circumstances is a flame to be
used to heat the ring gear.
• Making up two threaded guide pins to align
the ring gear would be an advantage. The
thread is 7/16" UNF 20 TPI right hand thread.
Figure 4B2 – 69
10 Install and gradually tighten new ring gear attaching
bolts (1) evenly until the ring gear is fully installed to
the differential case.
11 With the differential case held in a vice fitted with soft
jaws (2), use a torque wrench (3) to tighten the ring
gear bolts (1) to the correct torque specification.
Ring gear bolt
torque specific atio n ............................................140 Nm
Figure 4B2 – 70
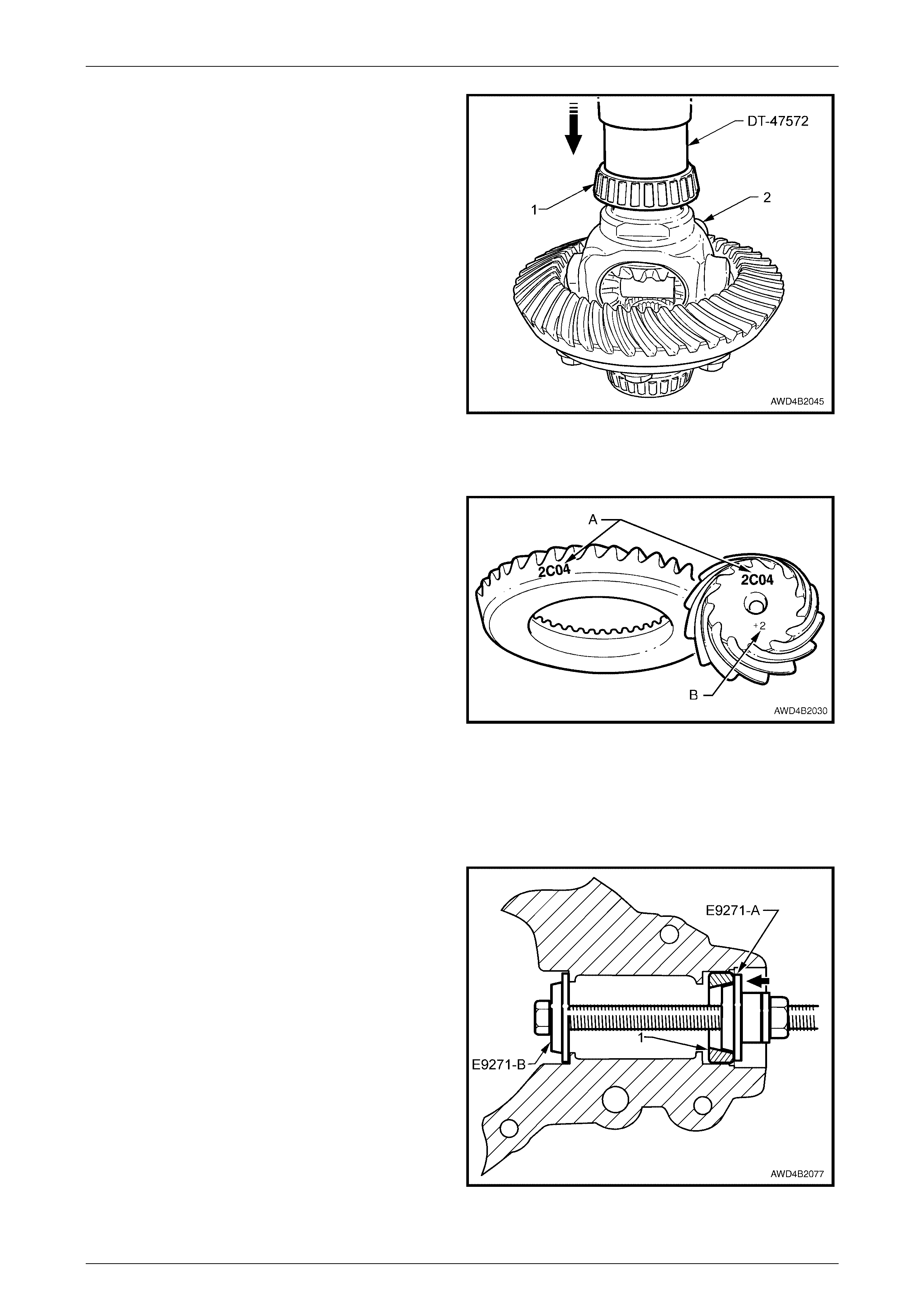
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–50
Page 4B2–50
12 If removed, press new side bearing cones (1) to the
differential case (2), until fully installed, using installer,
Tool No. DT-47572.
Figure 4B2 – 71
Drive Pinion – Shim Selection
Gear Set Identification
The drive pinion and ring gear set identification marking ('A')
('2C04' in this example) is the matching number that
appears on both the drive pinion and the ring gear. When a
new gear set is being installed in a final drive assembly, be
sure the same matching number appears on both the drive
pinion and the ring gear.
Gear Set Tolerance
The ring gear and pinion are manufactured within a
tolerance of a specified distance. The head of each pinion is
marked ('B') with either: a positive (+) number, a negative (-)
number, or zero (0). This number indicates the best running
position for each particular gear set. This dimension is
controlled by the shimming behind the pinion head. When
the shim thickne ss is decr eas e d the pinion gear is mov ed
away from the ring gear.
Figure 4B2 – 72
When the shim thickness is increased, the pinion is moved closer to the ring gear. A positive (+) number on the drive
pinion indicates that a thinner shim should be installed. A negative (–) number on the drive pinion indicates that a thicker
shim should be used. The marking on the pinion is in Imperial units.
Shim Selection Procedure
To select the correct shim thickness:
1 Install the outer (tail) pinion bearing cup (1) to the
carrier housing, as follows:
a Assemble Tool No. E9271 with installer E9271-A
to the outer cup and E9271-B (inverted) to the
inner cup, housing recess.
b Install the bolt through both installers, then the
thrust race, washer and nut.
c Tighten the nut, while holding the bolt head, to
install the bear ing cup (1) until fully insta lled.
Figure 4B2 – 73
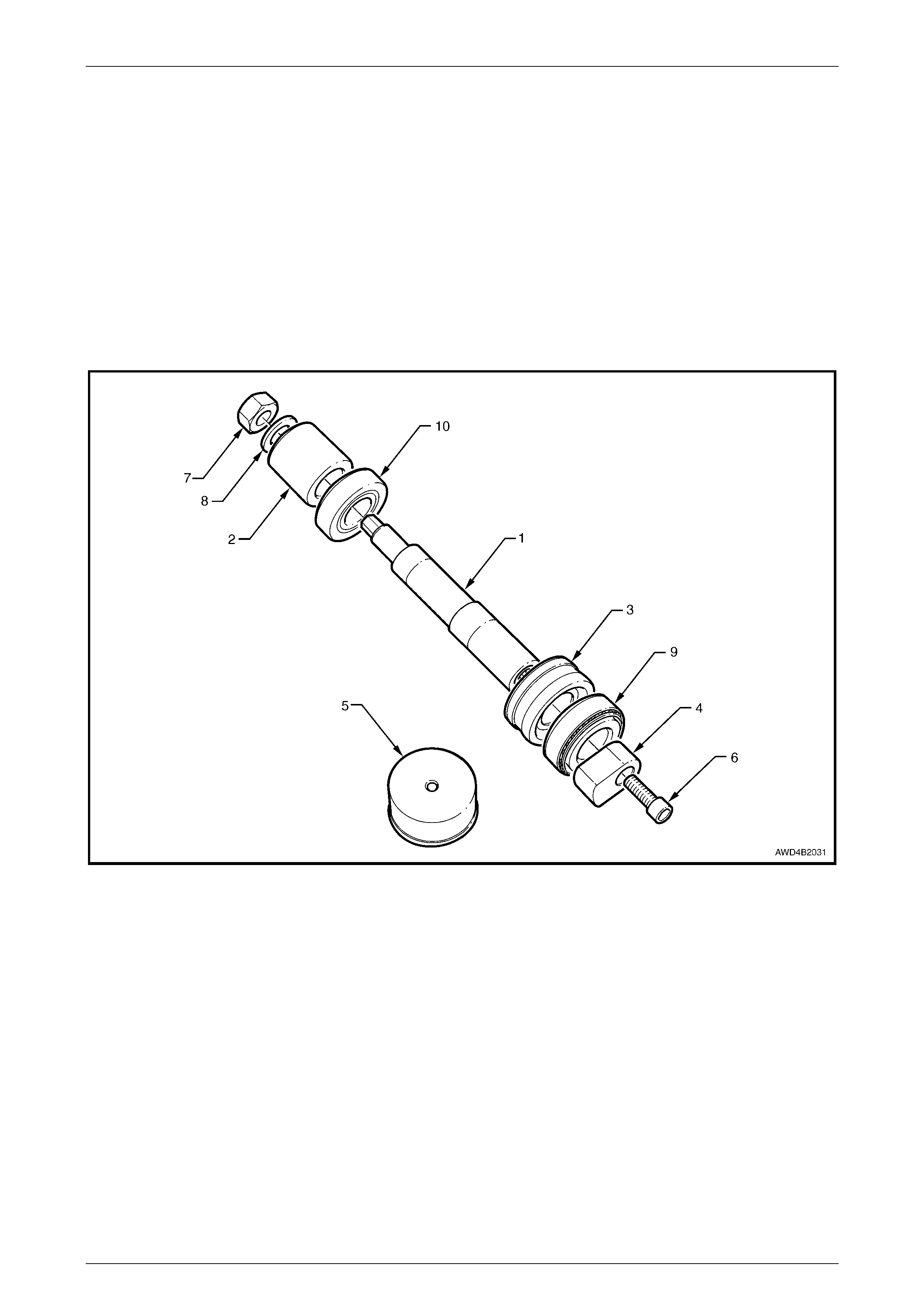
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–51
Page 4B2–51
2 Assemble and install the dummy pinion, as follows:
NOTE
Ensure all surfaces of the dummy pinion
components are clean and free from dirt.
a Fit the gauge block (Tool No. DT-47583-3) into the pinion inner (head) bearing cup bore.
b Place the oiled outer (tail) bearing cone into the outer (tail) bearing cup, then slide the dummy pinion stem
(Tool No. DT-47583-1) through the gauge block and the outer (tail) bearing.
c Slide the inner (head) pinion bearing cup and the oiled cone onto the head of the dummy pinion stem. Secure
the pinion plate (Tool No. DT-47583-4) to the dummy pinion stem (Tool No. DT-47583-1) with the supplied
screw (Tool No. DT-47583-6) and tighten securely.
d Slide the pinion spacer (Tool No. DT -47583-2) onto the tail of the dummy pinio n stem.
Figure 4B2-74
Legend
1 Dummy Pinion Stem Nut and Washer
2 Spacer
3 Gauge Block
4 Pinion Plate
5 Selection Gauge
6 Pinion Plate Cap Head Screw
7 Dummy Pinion Stem Nut
8 Dummy Pinion Stem Flat Washer
9 Pinion Inner (Head) Bearing Cup and Cone
10 Pinion Outer (Tail) Bearing Cup and Cone

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–52
Page 4B2–52
e Fit the pinion stem washer (1) (Tool No. DT-
47583-8), the nut (2) (Tool No. DT-47583-7) and
tighten until the specified pinion preload is
achieved.
NOTE
While tightening the pinion stem nut (2), use a
commercially available dial type torque wrench
to rotate the dummy pinion in both directions (as
far as the assembly will allow), a minimum of ten
times to ensure that the pinion bearings are fully
seated.
f Recheck and adj ust prel oad if nece ss ary .
NOTE
Both pinion bearings that are used with the
dummy pinion must be the bearings used for
reassembly.
Figure 4B2 – 75
3 The assembly should look the same as that shown next in a sectioned view through the carrier housing.
4 Install the gauge block (Tool No. DT-47583-5) to the differential bearing bore in the carrier housing.
Figure 4B2-76
Legend
1 Dummy Pinion Stem Nut and Washer
2 Spacer
3 Gauge Block
4 Pinion Plate
5 Selection Gauge
6 Pinion Plate Cap Head Screw
7 Dummy Pinion Stem Nut
8 Dummy Pinion Stem Flat Washer
9 Pinion Inner (Head) Bearing Cup and Cone
10 Pinion Outer (Tail) Bearing Cup and Cone
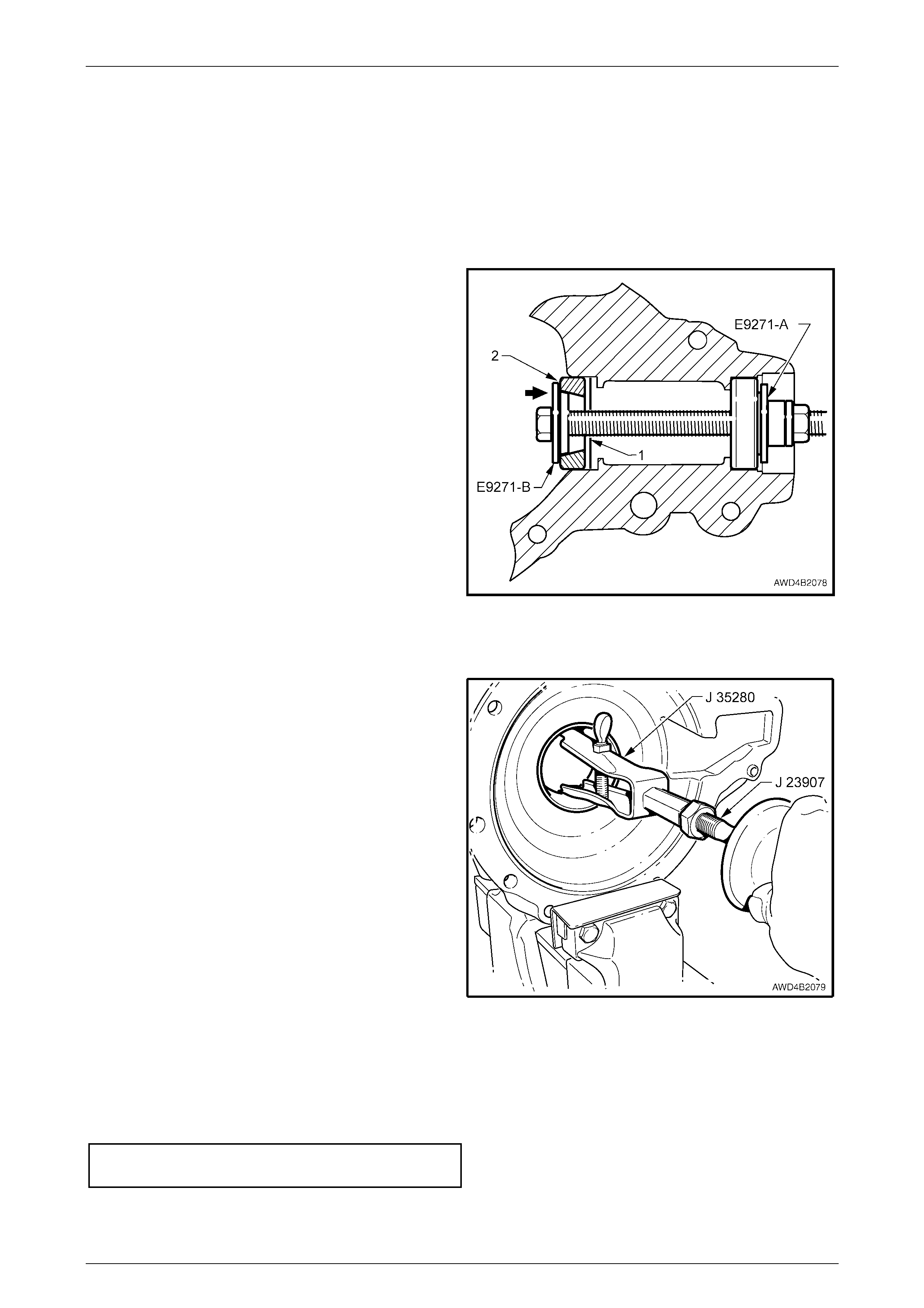
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–53
Page 4B2–53
5 Using feeler gauges measure the gap between the selection gauge and the plate of the dummy pinion. Note the
measurement taken. The correct shim thickness will be equal to this measurement plus/minus the marked pinion
adjustment.
• A positive (e.g. +0.002 in) marking indicates that this pinion must be set 2 thousandths of an inch further from
the drive gear, i.e. if the adjustment is +2, then 0.002 in. must be subtracted from the shim thickness.
• A negative (e.g. –0.002 in) marking indicates that this pinion must be set 2 thousandths of an inch closer to
the drive gear, i.e. if the adjustment is –2, then 0.002 in. must be added to the shim thickness.
6 Remove all tools from the carrier housing.
7 Fit the selected shim (1) under the same inner (head)
pinion bearing cup (2) that was used to determine the
shim thickness and fully install the cup into the carrier
housing, using Tool No. E9271-B. Using Tool No.
E9271-A in the outer (tail) cup acts as a guide to
ensure that the inner (head) cup (2) is installed square
to its bore.
NOTE
If a 0.025 mm feeler gauge can be inserted
between a bearing cup and the bottom of its
bore at any point around the cup, the cup is not
fully seated.
Figure 4B2 – 77
Differential Assembly – Bearing Preload and Backlash
1 Remove both differential bearing cups from the cover
and carrier housi ngs , Using pu ller J 35280 and sl ide
hammer J 23907. As removal operations will distort
the shims under the cups they should be discarded,
along with the bearing cups.
NOTE
While the cover housing is shown, the operation
for either ho using i s similar.
Figure 4B2 – 78
2 Fit special bearing cups (Tool No. DT-47577) to the carrier and cover, without any shims. These bearing cups
have the outside diameters reduced to allow the cups to be a sliding fit in the housings.
3 Fit the differential assembly with oiled bearing cones into the carrier housing.
4 Fit the cover and tighten the bolts to the correct torque specification.
Final drive cover retaining
bolt torque specification........................................45 Nm
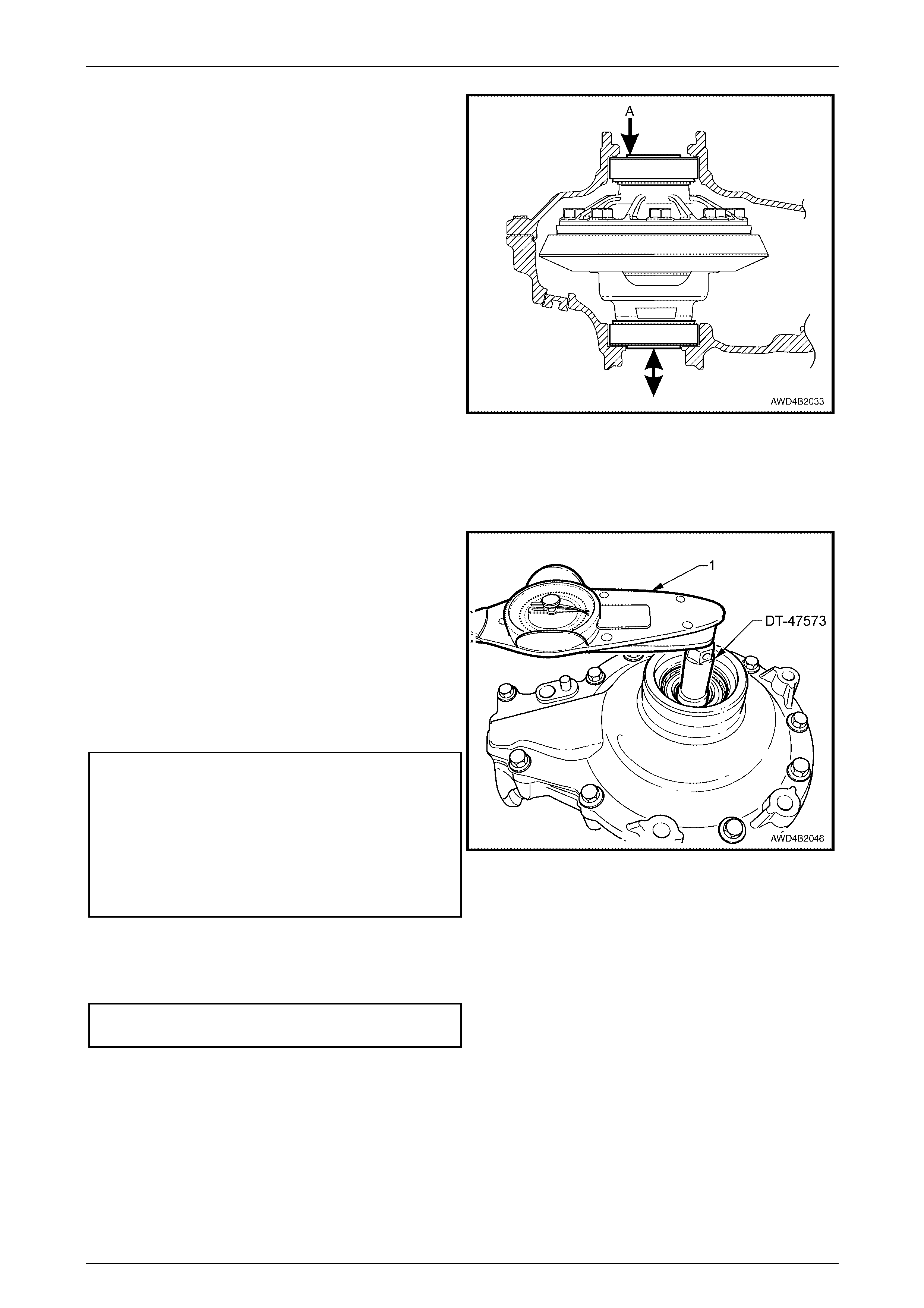
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–54
Page 4B2–54
5 Position a dial indicator and magnetic base on the
cover. The correct position is one where the dial
indicator stylus is in contact with bearing journal end of
the differential housing, such as position 'A'.
6 Zero the dial indicator.
7 Insert Tool No. DT-47573 into the lower side gear
opening and across the differential pinion pin.
8 Lift the differential up to measure the total end float,
note the reading, then lower and repeat at least
another two times, noting the end play in each
instance.
9 Take the average reading as being the total diff eren tia l
housing end float.
The total required shim thickness will be equal to the
measured end float value plus 0.1 mm. Select two
shims that equal the total thickness figure with one
shim being 0.15 mm thicker than the other.
10 Remove the cover, the differential case assembly and
the dummy bearing cups.
11 Position the thicker shim under the differential bearing
cup in the carrier housing.
Figure 4B2 – 79
12 Still using the dummy bearing cups, refit them in the
same positions. Refit the differential assembly and the
cover and progressively torque the bolts while
checking the bearing preload with a commercially
available dial type torque wrench (1).
NOTE
Rotate the differential, using Tool No. DT-47573
and a commercially available dial type torque
wrench (1), approximately 10 times in each
direction to ensure the preload is stabilised.
Readjust the differential if necessary.
Side Bearing Preload Specification
(without pinion or axle shafts installed)
New Bearings
Koyo Bearings............................................ 0.6 – 1.9 Nm
Timken Bearings ........................................ 1.1 – 2.8 Nm
Used Bearings
Koyo Bearings............................................ 0.3 – 1.0 Nm
Timken Bearings ........................................ 0.6 – 1.4 Nm
Figure 4B2 – 80
13 If the bearing preload exceeds the specification by 0.1 Nm before the bolts are fully torqued, then adjust the shim
thickness until the correct preload is set with the bolts fully torqued to specification.
Final drive cover retaining
bolt torque specification........................................45 Nm
NOTE
Reduction of shim thickness must be equal for
each side.
14 Remove the cover and the differential assembly. Keep the differential case bearing and shims in the correct
relationship.
15 Install the hypoid pinion to the carrier but without the collapsible spacer and pinion oil seal. Torque the pinion nut
to produce the correct bearing preload.
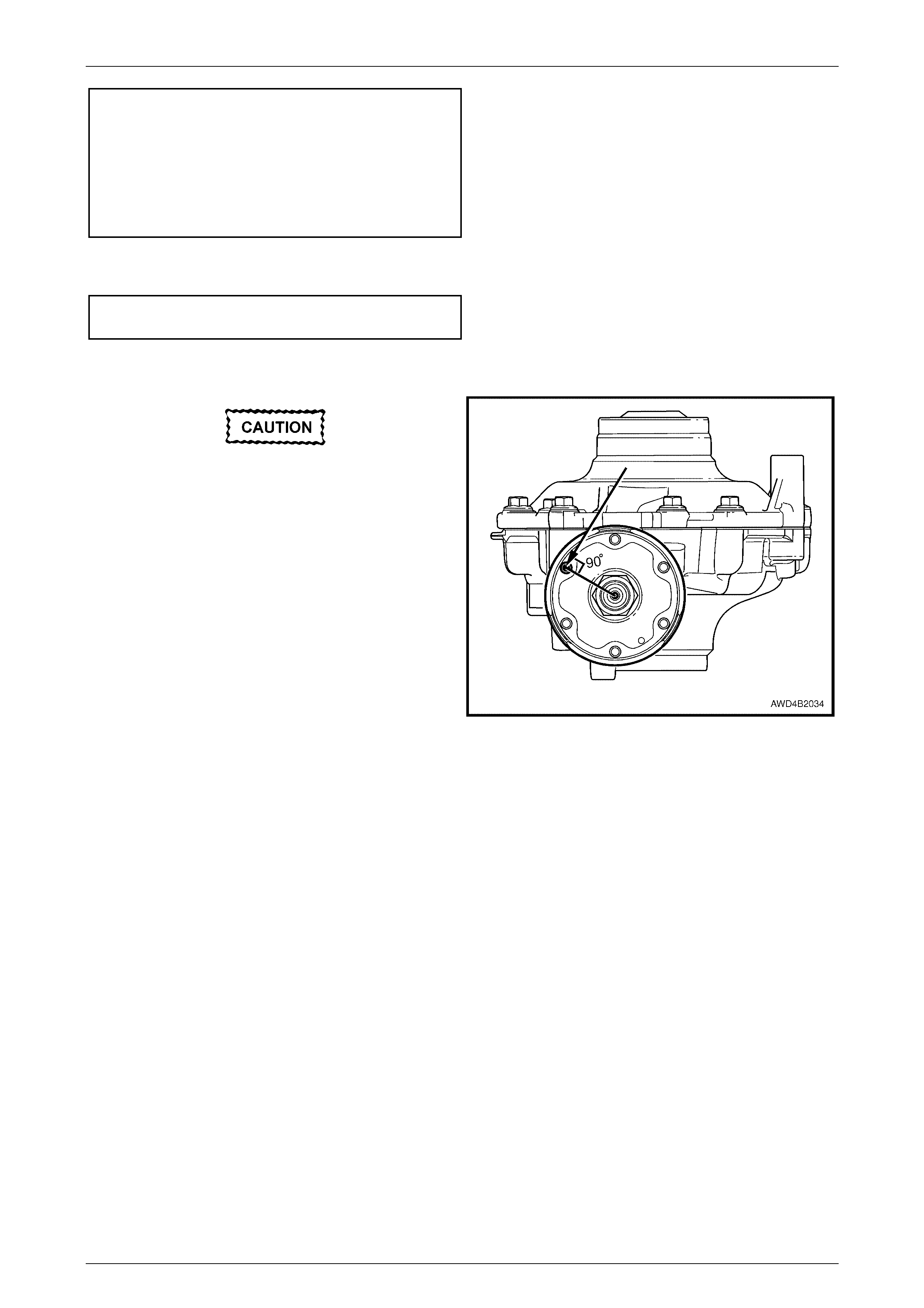
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–55
Page 4B2–55
Drive Pinion Bearing Preload Specification
Without Pinion Oil Seal and New Bearings
Koyo Bearings............................................ 1.4 – 1.8 Nm
Timken Bearings ........................................ 1.4 – 2.4 Nm
Without Pinion Oil Seal and Used Bearings
Koyo Bearings............................................ 0.8 – 1.1 Nm
Timken Bearings ........................................ 0.7 – 1.2 Nm
16 Fit the differential and ring gear assembly to the carrier housing, fit the cover to the case housing, install the
retaining bolts and tighten to the correct torque specification.
Final drive cover retaining
bolt torque specification........................................45 Nm
17 Fit the companion flange to the pinion, aligning marks made before disassembly, if appropriate (i.e. the pinion
and/or the pinion flange has n ot been repla ced.).
The dial gauge must be positioned at 90°
°°
° to
the radius of the companion flange to
produce an accurate measurement.
18 Measure the backlash by inserting a bolt into one of
the six threaded holes in the companion flange. Place
a dial indicator and magnetic base on the carrier
housing, so the dial indicator stylus contacts the bolt at
90°. Zero the dial indicator.
19 After installing ring gear rotation tool DT-47573 use a
socket and bar to hold the differential in a stationary
state.
20 While holding the ring gear stationary, rotate the pinion
flange back and forth, noting the dial indicator reading.
The backlash specifi cat ion me asured at the bolt,
should be between 0.14 – 0.26 mm (this equates to
0.10 to 0.18 at the ring gear).
Figure 4B2 – 81
21 Adjust the differential bearing shims to achieve the correct backlash.
NOTE:
Always maintain the same total thickness of the
shims. If one is reduced by 0.15 mm, then the
other shim must be incr ea sed by 0.15 mm.
22 If backlash is excessive, decrease the shim thickness on the pinion side of the ring gear and increase shim
thickness on the ring gear side, by the same amount. If backlash is insufficient, increase the shim thickness on the
pinion side of the ring gear and decrease shim thickness on the ring gear side, by the same amount.
23 With the backlash correct, rotate the pinion in both directions (approximately 10 times in each) sufficient to rotate
the ring gear 3 complete turns. Remove the cover & differential assembly to inspect the gear tooth markings. (The
markings should be the same as those for the rear drive unit. Refer to 'Ring Gear and Pinion Contact Pattern', in
3.3 Removed Final Drive Assembly, Reassemble, Section 4B Final Drive & Driveshafts, in the MY 2003 VY and V2
Series Service Information). If the marking is not acceptable, adjust the pinion position and/or backlash to achieve
an acceptable tooth contact.
24 Once an acceptable marking has been achieved, remove the cover and the differential assembly. Remove the
dummy differential bearing cups (Tool No. DT-47577) from the carrier and the cover.
25 Install the established shim thicknesses and the correct bearing cups to the cover and carrier housings, as follows:
a Assemble bearing cup installer DT-47578 to the bearing cup and the bearing cup aligning plug, Tool No. DT-
47579 to the housing, then insert the bolt (part of Tool No. E9271) through both.
b Install the thrust bearing, washer and nut (part of Tool No. E9271).
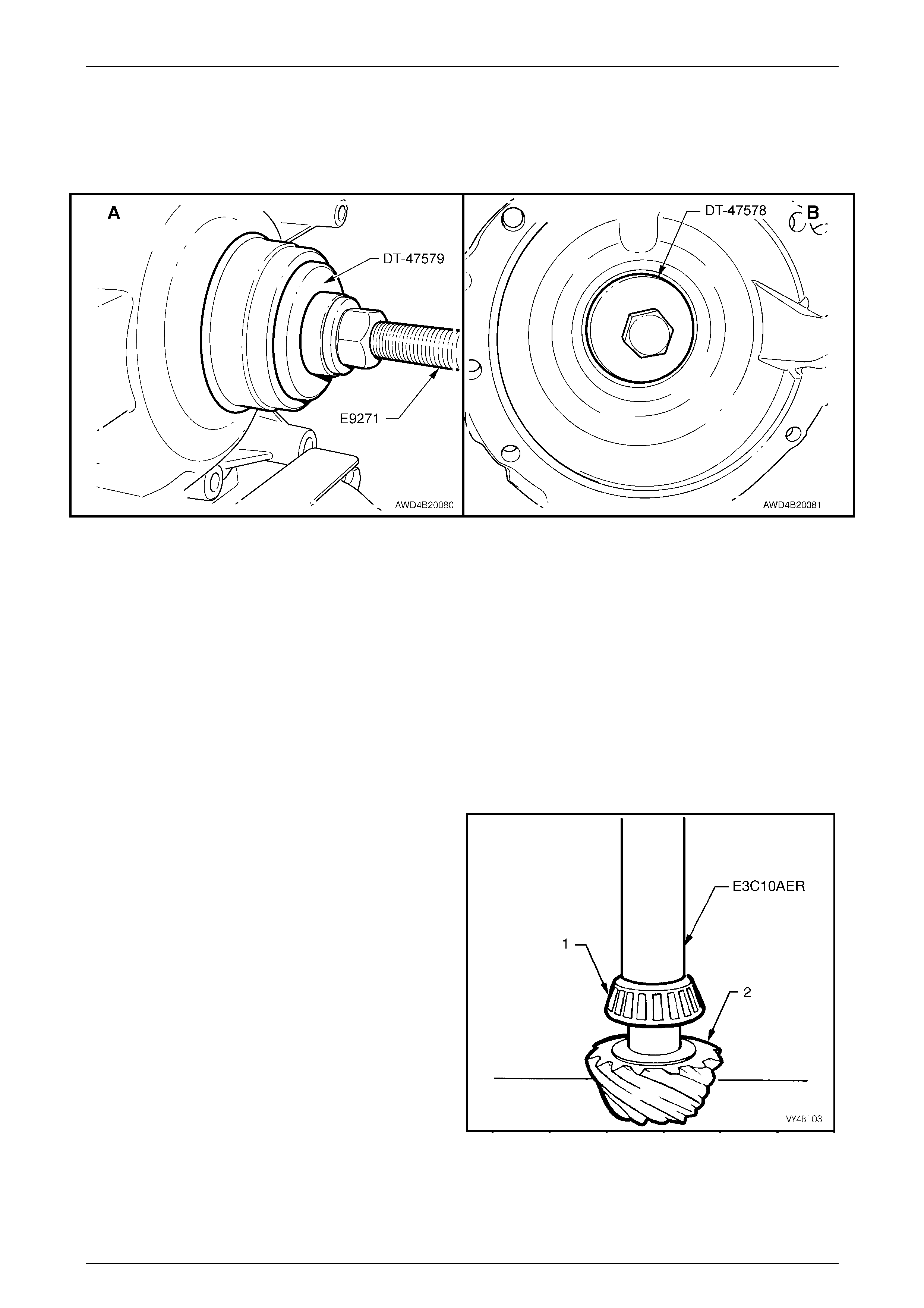
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–56
Page 4B2–56
c Tighten the nut until the bearing cup is fully installed into the housing.
NOTE
While the cover housing is shown, the installation process for the carrier housing is exactly the same. View 'A'
shows the tool arrangement outside the cover, while View 'B' shows the inside view.
Figure 4B2 – 82
26 Reassemble the differential assembly with the cover and recheck the backlash and the preload. Some change can
be expected due to slight variants in the bearing cups. Adjust the shim thickness if necessary, to correct the
backlash or preload.
27 Remove the cover, differential assembly, companion flange and pinion bearing for the final assembly of the drive
unit. Refer to "Final Drive Unit Assembly", in this Section.
Final Drive Unit Assembly
1 If not already completed, reassemble the differential assembly. Refer to "Reassemble – Differential", in this
Section.
2 Establish and install the correct pinion shim required, refer to "Drive Pinion – Shim Selection", in this Section.
3 Determine and install the correct differential carrier bearing shims, preload and backlash required, refer to
"Differential Assembly - Bearing Preload and Backlash", in this Section.
4 If the pinion inner (head) bearing (1) is to be replaced,
place the new head bearing cone (1) onto the pinion
(2) and press the bearing against the pinion shaft
shoulder, using Tool No. E3C10AER.
5 Lubricate the pinion inner (head) bearing with the
recommended final drive lubricant, refer to
"Lubrication", in 1.2 Final Drive Maintenance, in this
Section.
6 Install the pinion in the carrier housing and install a
new collapsi ble pin ion spacer.
NOTE:
The new outer (tail) pinion bearing cup was
installed during the pinion depth procedure.
7 Lubricate the outer (tail) pinion bearing cone with the
recommended final drive lubricant, refer to
"Lubrication", in 1.2 Final Drive Maintenance, in this
Section, then install the bearing onto the pinion.
Figure 4B2 – 83
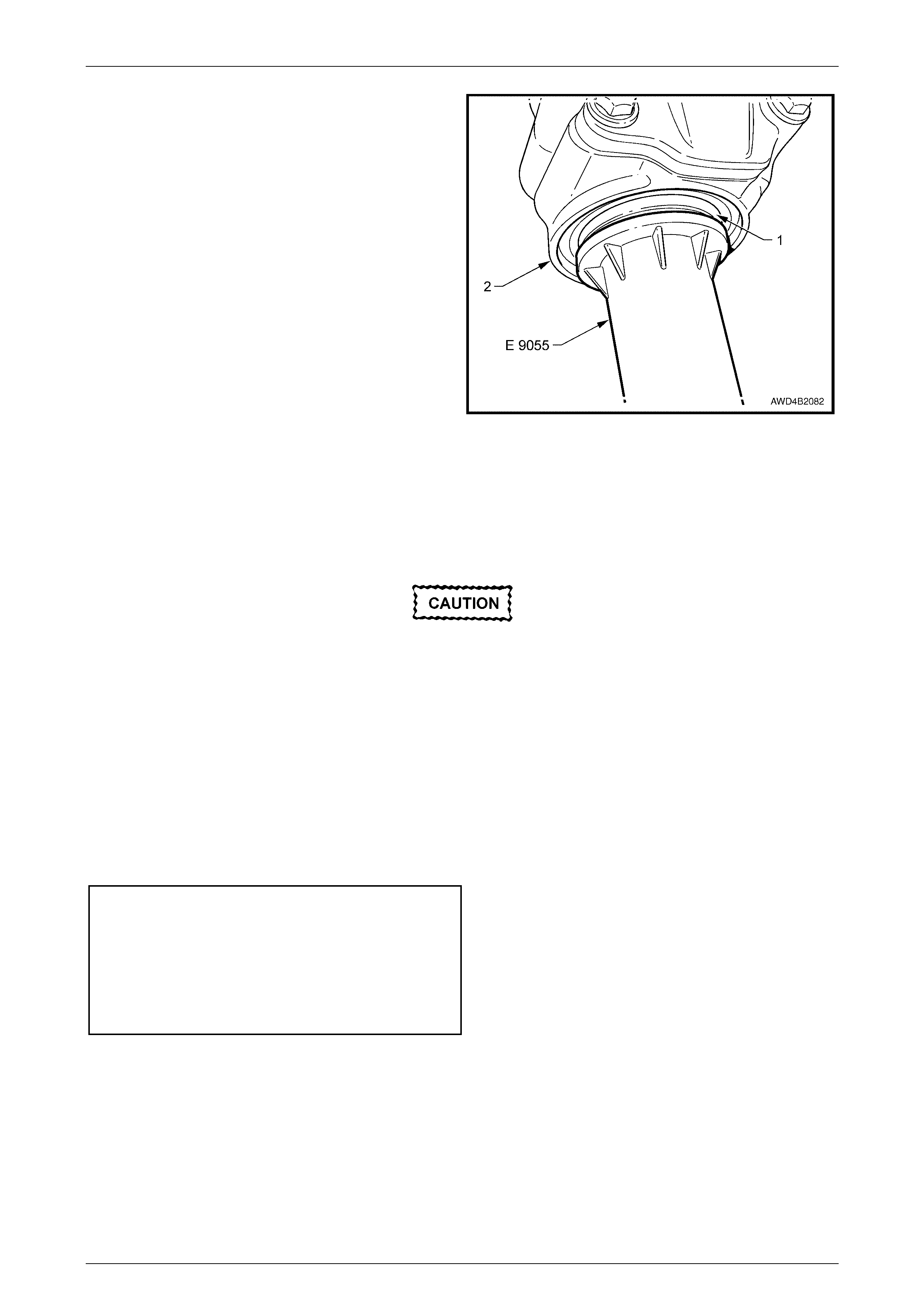
Front Final Drive, Bearing Housing & Driveshafts Page 4B2–57
Page 4B2–57
8 Lubricate the lips and outside diameter of a new pinion
oil seal (1), with Mobilgrease XHP 222. The recess
between the lips should be approximately 50% filled
with grease. A light coating of grease is also to be
applied to the dirt lip that contacts the companion
flange guard.
9 Install the pinion oil seal (1) in the carrier housing (2),
using Tool No. E 9055.
Figure 4B2 – 84
10 Reinstall the pinion flange onto the pinion shaft, then apply a thread sealant such as Loctite 262 or equivalent to
the pinion nut, before reinstalling the nut.
11 Fully install the pinion flange, by tightening the pinion nut but, during this process, rotate the pinion backwards and
forwards to seat the bearings. Fit [packing flange, Tool No. DT-47580 and holding bar, Tool No. J 8614-10 to the
flange during the installation process.
If the preload is exceeded, the collapsible
spacer must be replaced and the preload
process repeated.
12 Frequently check the bearing preload while tightening the nut to achieve the specified bearing preload. Refer to
2.5 Pinion Flange Replace, in 4B1 Rear Final Drive & Driveshafts, in the MY 2004 AWD Wagon Service
Information.
NOTE
Even though the procedure in Section 4B1
relates to the rear final drive assembly, the
procedure is exactly the same for the front final
drive assembly.
Drive Pinion Bearing Preload Specification
With Pinion Oil Seal and New Bearings
Koyo Bearings............................................ 1.5 – 2.1 Nm
Timken Bearings ........................................ 1.4 – 2.4 Nm
With Pinion Oil Seal and Used Bearings
Koyo Bearings............................................ 0.8 – 1.1 Nm
Timken Bearings ........................................ 0.7 – 1.2 Nm
13 Refit the differential assembly in the carrier with the correct bearing cup shims previously installed behind the
differential carrier bearing cups (refer to Step 24, in Differential Assembly – Bearing Preload and Backlash, in this
Section.
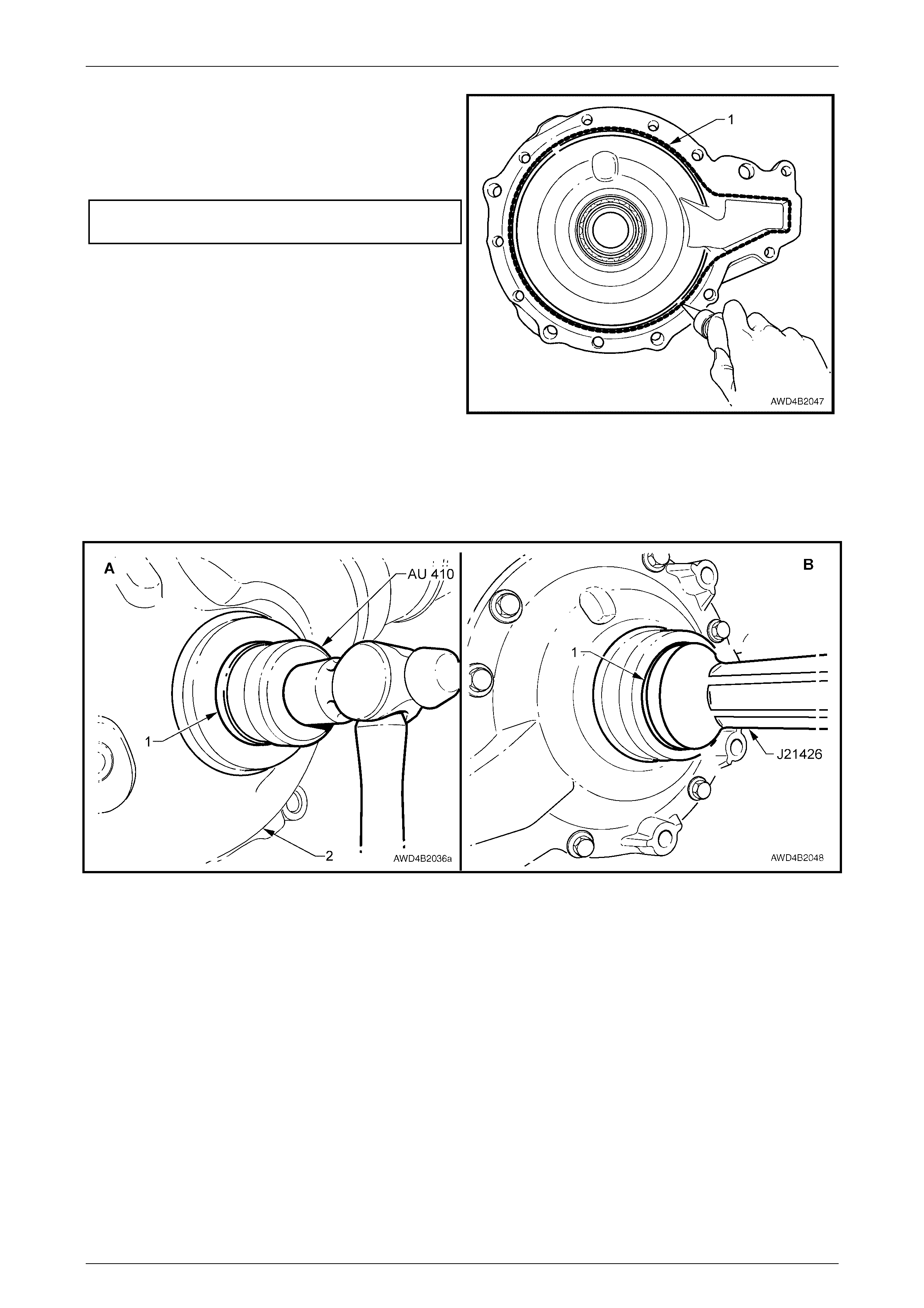
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–58
Page 4B2–58
14 Apply a continuous 1 – 1.5 mm bead of Loctite "Ultra
Blue" sealant #58791 (1) or equivalent, to the cover
mating face in the location shown.
15 Reinstall the cover to the carrier housing, reinstall the
10 bolts and tighten to the correct torque specification.
Final drive cover retaining
bolt torque specification........................................45 Nm
Figure 4B2 – 85
16 Lubricate new carrier and cover housing seal lips, with Mobilgrease XHP 222. The recess between the lips should
be approximately 50% filled with grease.
17 Use Tool No. Tool No. AU 410 to install the seal (1) to the carrier housing (view 'A') and Tool No. J 21426 to install
the oil seal (2) to the case housing (view 'B').
Figure 4B2 – 86
18 Reinstall the final drive assembly into the vehicle. Refer to 3.2 Front Final Drive, Reinstall, in this Section.


Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–60
Page 4B2–60
5 Specifications
General
Front Final Drive Assembly..................................................................................DANA – M70
Drive Type.............................................................................................. Independent Housing
Gear Type..................................................................................................................... Hypoid
Gear Ratio (Refer ID label on Carrier Housing).............................................................. 3.46:1
No. Teeth:
Ring Gear.................................................................................................................... 45
Drive Pinion Gear........................................................................................................ 13
Lubricant
Final Drive Assembly:
Capacity..............................................................................................................0.8 litres
Type – Synthetic Hypoid Gear Oil .............................................................SAE 80W-140
Final Drive Pinion Gear Bearings
Bearing Type.......................................................................................Adjustable Taper Roller
Bearing Pre-Load Adjustment.....................................................................Collapsible Spacer
Pinion Depth of Mesh Adjustment.....................................................................Selective Shim
Bearing Pre-Load:..................................................................................Timken Koyo
New bearings without Oil Seal...................................................... 1.4 – 2.4 1.4 – 1.8 Nm
Used bearings without Oil Seal..................................................... 0.7 – 1.2 0.8 – 1.1 Nm
New Bearings With Oil Seal..........................................................1.4 – 2.4 1.5 – 2.1 Nm
Used Bearings With Oil Seal ........................................................0.7 – 1.2 0.8 – 1.1 Nm
Differential Carrier Bearings
Bearing Type.......................................................................................Adjustable Taper Roller
Bearing Pre-Load Adjustment...........................................................................Selective Shim
Bearing Pre-Load, Measured without Axle Shafts or Pinion:..................Timken Koyo
New bearings................................................................................ 1.1 – 2.8 0.6 – 1.9 Nm
Used bearings .............................................................................. 0.6 – 1.4 0.3 – 1.0 Nm
Backlash
Between Ring Gear and Pinion (at the tightest point)......................................0.10 – 0.18 mm
At the Pinion Flange Bolt Pitch Circle Diameter
(measured perpendicular to bolt).....................................................................0.14 – 0.26 mm
Run-Out Specifications
Maximum Ring Gear Run-Out (Assembled)
Measured on back face of ring gear........................................................................... 0.13 mm
Maximum Pinion Flange Run-Out........................................................................0.10 mm TIR
Sealants
Carrier to Cover Housing ............................................ Loctite 58791 'Ultra Blue' or equivalent
Pinion Nut ........................................................................................ Loctite 262 or equivalent.
Lubricants/Greases
Final Drive Oil Seal Lips, Bearing Housing, Bearings,
Oil Seals and Shaft Splines.................................................................... Mobilgrease XHP 222

Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–61
Page 4B2–61
Driveshaft Lubricant Quantities
Outer, Fixed Constant Velocity Joint – Joint .............................................................. 55 ± 5 g
– Boot............................................................. 100 ± 5 g
Inner Tripot Joint – Tripot........................................................... 140 ± 5 g
– Boot............................................................... 60 ± 5 g
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–62
Page 4B2–62
6 Torque Wrench Specifications
ATTENTION
!
!!
! Fasteners must be replaced after loosening.
"
""
" Vehicle must be at curb height before final tightening.
#
##
# Fasteners either have micro encapsulated sealant applied or incorporate a mechanical thread lock and
should only be re-used once. If in doubt, replacement is recommended.
Bearing housing to engine oil pan retaining bolt......................................45 Nm
Catalytic converter bracket to catalytic converter bolt..............................25 Nm
Engine exhaust manifold bolt........................Stage 1..............................15 Nm
Stage 2..............................25 Nm
Exhaust pipe to intermediate exhaust pipe flange bolt.............................45 Nm
Exhaust pipe to manifold flange nut.........................................................25 Nm
Engine mount to crossmember cradle bolt ..............................................80 Nm
Final drive cover bolt................................................................................45 Nm
Final drive drain plug................................................................................45 Nm
Final drive filler plug.................................................................................28 Nm
# Front control arm ball joint stud.............................................................55 Nm
! Front driveshaft outer retaining nut............Stage 1............................130 Nm
Stage 2..Loosen until nut is loose
Stage 3............................200 Nm
Front final drive breather pipe bracket bolt...............................................22 Nm
Front final drive to engine oil pan retaining bolt.......................................70 Nm
Right side engine mount bracket bolt ......................................................50 Nm
Ring gear bolt (right hand thread)..........................................................140 Nm
Road wheel attaching nut ......................................................................125 Nm
Transmission rear crossmember attaching bolt.......................................55 Nm
Underbody front side rail brace attaching nut ..........................................25 Nm
! Upper strut locating plate retaining nut .................................................55 Nm
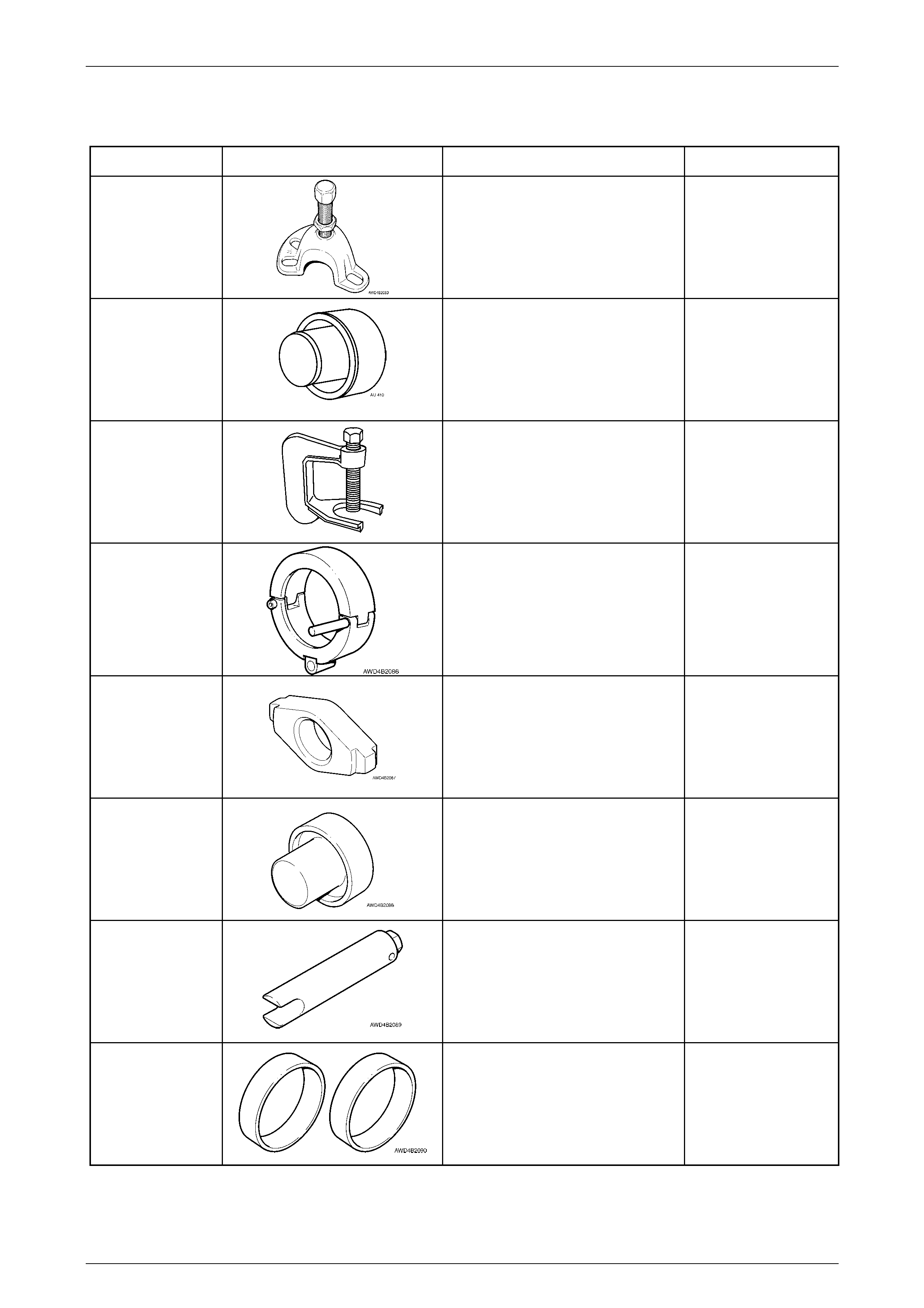
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–63
Page 4B2–63
7 Special Tools
Tool Number Illustration Description Tool Classification
7208
Remover
Used to remove the front driveshaft
from front the hub.
Previously released.
Mandatory
AU 410
Seal Installer
Used to install the carrier cover oil
seal.
Previously released
Unique
C4150-C
Press Tool
Used to remove wheel studs from the
rear wheel trunnion.
Previously released as AJ24292-C.
Unique
DT-47570
Front Driveshaft Remover/Installer
Used in conjunction with slide
hammer J6125-1B to remove/install
the front driveshafts.
New release
Mandatory
DT-47571
Cup Removal Adaptor
Used in conjunction with E9293 to
remove both pinion bearing cups from
the carrier housing.
New release
Available
DT-47572
Side Bearing Installer
Used with a hydraulic press to install
the differential carrier bearing cones.
New release
Available
DT-46573
Ring Gear Rotation Tool
Used to rotate differential housing to
measure bearing prel oad.
New Release
Mandatory
DT-47577
Dummy Bearing Cups
Used when determining the
differential bearing preload and
position.
New release.
Available
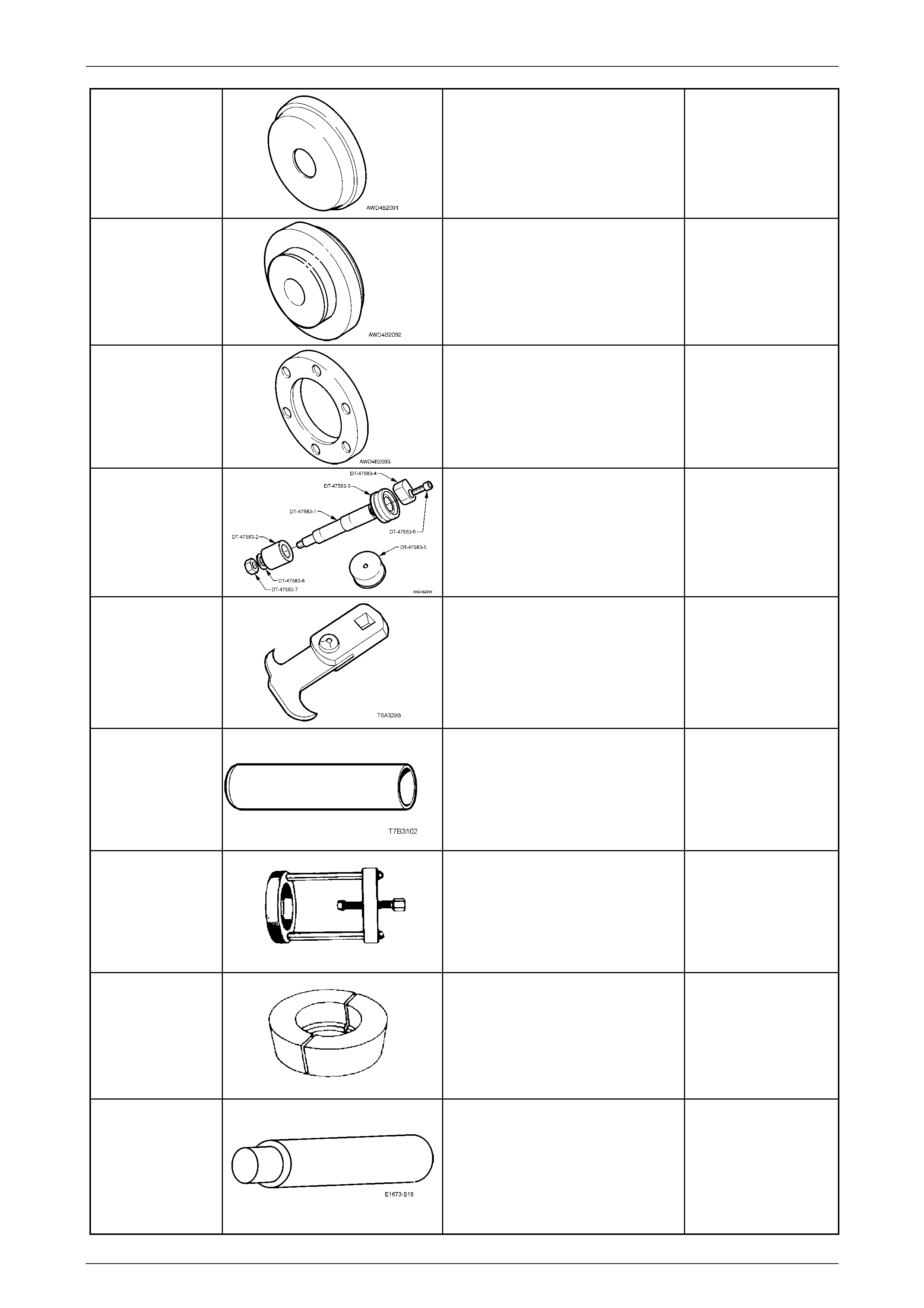
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–64
Page 4B2–64
DT-47578
Bearing Cup Installer
Used in conjunction with bearing cup
alignment tool, DT-47579, to install
the ring gear carrier bearing cups to
the carrier and cover housings.
New release
Available
DT-47579
Bearing Cup Alignment Tool
Used in conjunction with bearing cup
installer, to ensure that bearing cups
are installed correctly.
New release.
Available
DT-47580
Spacer Ring
Fitted into the pinion flange to act as a
spacer for holding tool J8614-O1.
New Release
Available
DT-47583
Dummy Pinion
Used to determine the pinion bearing
preload and position.
New release
Available
E308
Seal Remover
Previously released
Available
E3C10AER
Pinion Bearing Cone Installer
Used to install the inner bearing cone
to the final drive pinion.
Previously released.
Unique
E1673MT
Basic Puller
Used with different adaptors to
remove tapered roller bearing cones,
Previously released
Unique
E 1673A15
Adaptor
Used in conjunction with E 1673-MT
to remo ve the inner pinion beari ng
cone.
Previously released
Unique
E 1673B16
Stepped Plug
Used in conjunction with puller
E 1673MT and adaptors E 1673A15/
E 1673N15 to remove bearings from
the final drive assembly.
Previously released
Unique
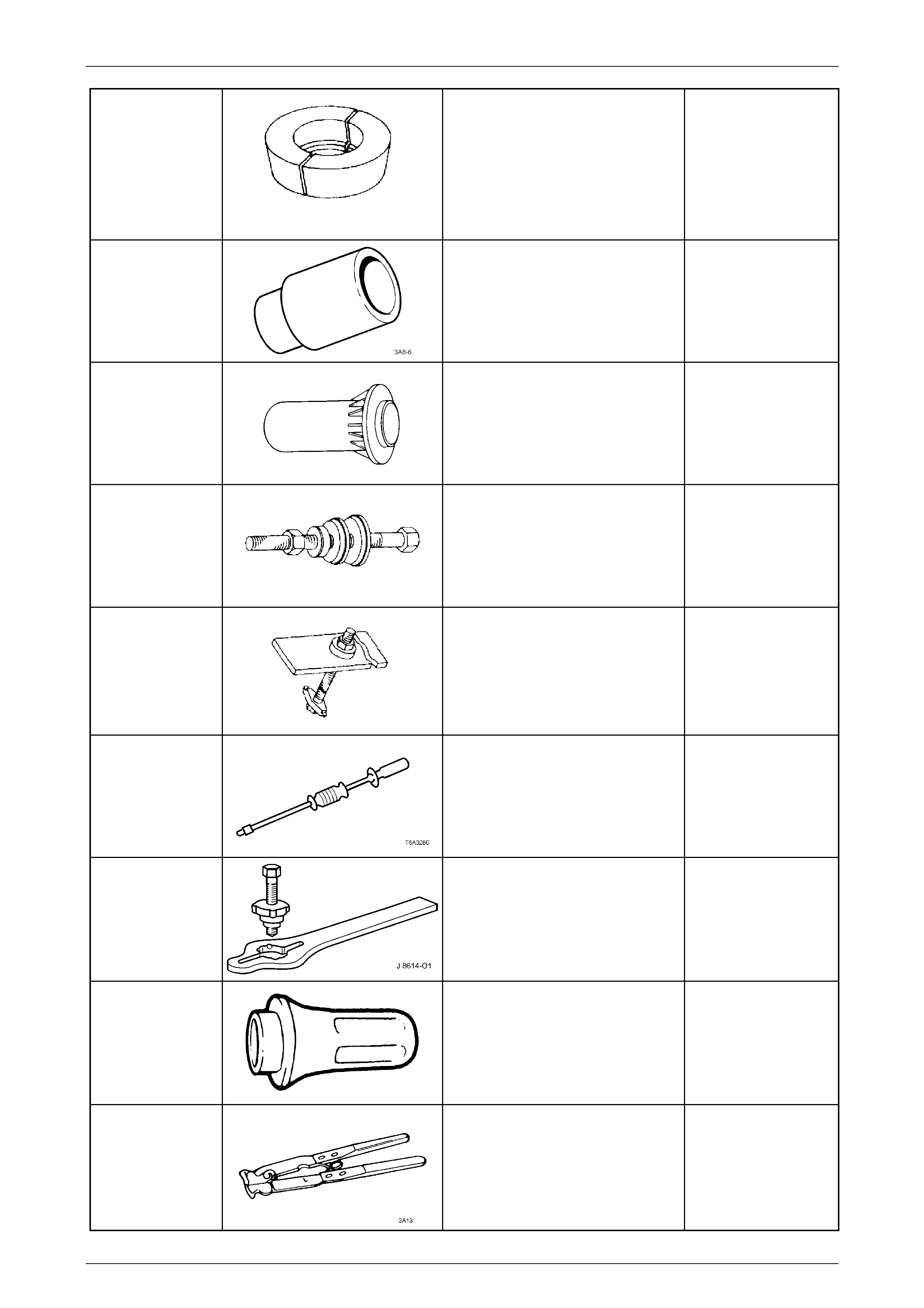
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–65
Page 4B2–65
E 1673N15
Adaptor
Used in conjunction with puller
E 1673MT and stepped plug
E 1673B15, to remove the bearing
cones from the differential case
halves.
Previously released
Unique
E 1891-6
Sleeve
Also released as 3A8-6.
Previously released
Unique
E 9055
Seal Installer
Used to install the pinion oil seal.
Previously released
Unique
E 9271
Pinion Bearing Cup Installer
Comprises adaptors E 9271-A and
E 9271-B, together with bolt, nut, flat
washer and thrust bearing.
Previously released
Unique
E 9293
Pinion Bearing Cup Remover
Used to remove pinion bearing cups.
Previously released.
Unique
J 2619-O1
Slide Hammer and Adaptor
Used with driveshaft Tool, DT-47570
to remove/reinst all front driv eshafts .
Previously released
Unique
J 8614-O1 Flange Pulley Holding Tool
Includes J 8614-2, J 8614-3 a nd J
8614-10. Used to remove the pinion
flange nut and flange.
Previously released
Unique
J 21426
Seal Installer
Used to install oil seals in various
locations.
Previously released
Unique
J 22610
Clamp Pliers
Used to secure boot clamps to some
of the constant velocity boot clamps.
Previously released
Available
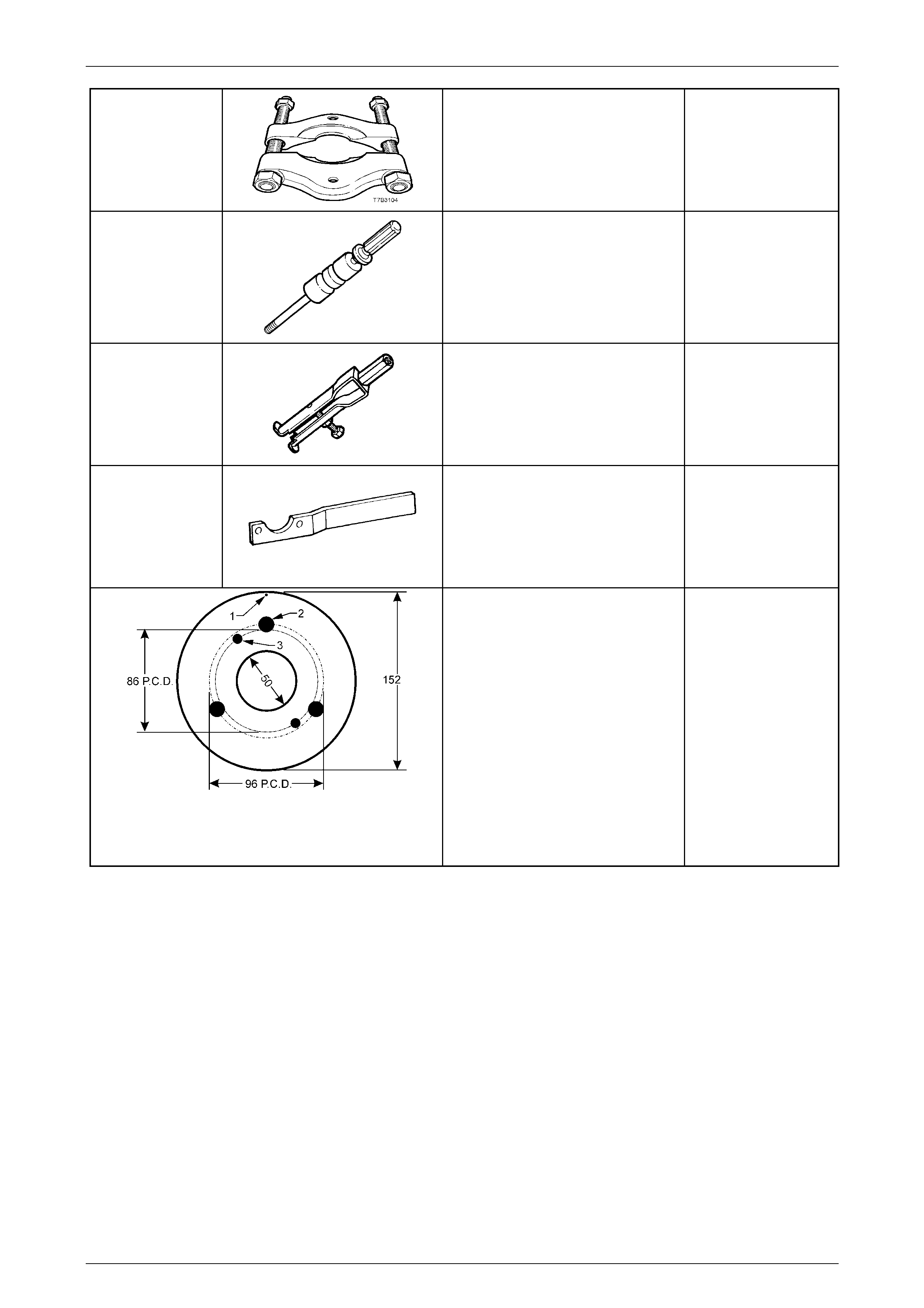
Front Final Drive, Bearing Housi ng & Driveshafts Page 4B2–66
Page 4B2–66
J 22912-01
Press Plates
Used in a variety of pressing
operations as a support.
Previously released
Desirable
J 23907
Slide Hammer
Used in conjunction with bush
remover J 35280.
Previously released
Unique
J 35280
Universal Bush Remover
Used in conjunction with slide
hammer J23907.
Previously released.
Unique
KM-468
Holding Tool
Used to hold the wheel hub from
rotating.
Previously released
Unique
Pinion Flange Pulley
Modify the fabricated pulley made up
for VY Series vehicles:
1. Made from a 13 mm thick piece
of wood.
2. Drill a small hole at '1' and attach
a one metre length of
string at this point.
3. Drill two, 8.5 mm holes (3)
opposite to each other on a pitch
ci rcle diameter of 86 mm.
4. For application to VY Series final
drive pinion flange, drill three, 13
mm holes (2) on a pitch circle
diameter of 96 mm, 120 mm
apart.
Retailer Fabricated